


Máquina de tiros concéntricas
-
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading...








Detalles del producto
1. Detalles de producción
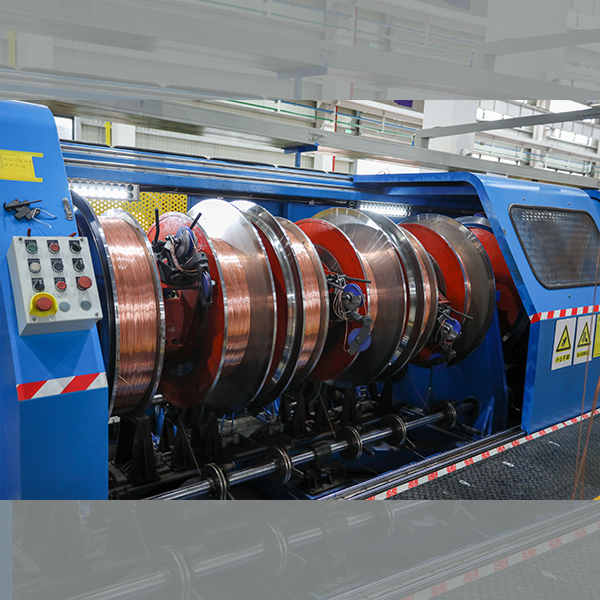
La máquina de tiroteo concéntrico es un nuevo tipo de máquina de varillas de alta velocidad, utilizada principalmente para la varilla, el dibujo y el prensado de la cadena de cobre de gran longitud, la cadena de aluminio, la cadena de aleación de aluminio y otro conductor circular, también se pueden usar para la variedad / prostitución y el presionamiento del conductor en forma del sector.
La máquina de renovación concéntrica puede reemplazar el extirpador rígido de algunas especificaciones y modelos.
Tiene dos modos de configuración: modo de mochila única y modo de doble bobina.
El modo de una sola mochila está equipado con una bobina de acumulación de cable. Después de que el cable en la bobina acumulante esté terminado de recompensa y renovado, el cable debe rebobinar en la bobina. En este modo, el proceso de rebobinado y el proceso de renovación no se pueden realizar al mismo tiempo, y la eficiencia de producción se reduce, pero la longitud del equipo se acorta y se reduce el costo.
El modo de doble bobina está equipado con dos bobinas de acumulación de alambre. Cuando se usa una bobina de acumulación de cable para la recompensa y la variedad, la otra está rebobinando. En este modo, el proceso de rebobinado y el proceso de renovación se realizan al mismo tiempo, y la eficiencia de producción es alta.
2. Features
1. El estante de pago tiene una gran capacidad de acumulación y es adecuado para la variedad de conductores individuales de gran longitud.
2. Debido a que la jaula adopta una estructura concéntrica, la velocidad de rotación es alta, la velocidad de torsión es rápida, lo que mejora la eficiencia de producción.
3. La bobina está integrada en el equipo, no hay necesidad de cargar o descargar la bobina, lo que reduce en gran medida la intensidad laboral de los trabajadores.
4. Utilizando el método de variedad para liberar múltiples cables, cada bobina puede liberar tres o más cables. El equipo tiene una estructura compacta y ahorra espacio en el piso.
5. La recompensa y la toma de la bobina de acumulación de cable se basan en un servomotor de aire acondicionado separado, controlado por conversión de frecuencia, y la tensión es estable, precisa y ajustable.
6. Tiene una estructura compacta y razonable con menos piezas de uso, por lo que reduce el costo de mantenimiento.
7. Menos ruido. Ambiental.
3. Parámetros técnicos
| Modelo | Max. velocidad giratoria (RPM) | Max. Velocidad de rebobinado (m/min) | Diámetro de un solo alambre (mm) | |
| Alambre de cobre | Alambre de aluminio | |||
| 1000 | 500 | 200 | 1.5-5.0 | 1.8-5.0 |
Componentes principales

La línea de producción se compone principalmente de recompensa central del tipo de eje final (o recompensa central de enrollamiento), recompensa de tipo enrollamiento y rebobinado (o recompensa de rebobinado de tipo bobina), jaula, titular de cierre de alambre, contador de medidores, capante de doble rueda, toma de control de portal, sistema de control eléctrico, cobertura protectora, valla de seguridad y otros componentes.
1. recompensa de tipo enrollamiento y rebobinado

Consiste en el marco de la jaula, el juego del volante, el dispositivo de control de tensión, etc.
Las canastas de pago se distribuyen en ambos lados del marco de la jaula, el cable único se recolectan al dispositivo de alimentación de alambre activo a través de la rueda guía. La tensión de pago podría controlarse mecánicamente, que es ajustable manualmente. Los cables se reenvían a la placa de acumulación de alambre a través del sistema de guía de alambre.
El marco de la jaula está hecho de tubos cuadrados soldados, con plataforma de roscado de alambre y valla de seguridad.
Equipado con escaleras de seguridad para facilitar el rostro de alambre.
También se puede utilizar la recompensa de rewinding de tipo bobina.

2. Jaula

La jaula es una estructura de tipo concéntrica (el centro de pago de la bobina coincide con el centro giratorio de la jaula), y está compuesta por soportes de rodamiento delantero y trasero, sistema de volantes, sistema de bobina que acumula alambre, sistema de distribución de cables. La jaula, la bobina de acumulación de cable y el sistema de recorrido están impulsados por motores de conversión de frecuencia independientes.
Los cables se extraen del volante instalado entre dos bobinas. La jaula comparte un conjunto de volantes por cada dos bobinas de acumulación de cable, y controla las dos bobinas para pagar al mismo tiempo. El cabezal del volante se puede girar 360 grados a voluntad. Los cables en el cable que acumula la bobina se guía por el volante en el tubo de roscado en la pared interna del eje principal, y luego atraviesan el sistema de distribución del cable en los soportes de salida para la varilla.
El inicio de la bobina de acumulación de cable está controlado por un conjunto de sistemas de ruedas de fricción, que se pueden vincular o controlar individualmente. Cada grupo de bobinas de acumulación de alambre tiene un conjunto de controles de frenos de disco asociados para garantizar la calidad del cable varado.
Cada jaula está equipada con un conjunto de dispositivos Traverse de rebobinado, y el cable se vuelve a llorar al cable que acumula la bobina de la jaula a través de la recompensa de rebobinado externo. Los cables retroceden en el cable que acumula la bobina se organizan a través de una unidad atravesada de tornillo con un motor separado. El campo de recorrido está controlado por PLC, que se puede establecer y modificarse en la pantalla táctil. Todas las bobinas de acumulación de alambre se pueden volver a ver simultáneamente o individualmente.
Se utiliza un motor separado para pagar activamente, y el cable es controlado por su controlador de tensión independiente. La tensión se puede configurar y modificarse en la pantalla táctil. El sistema de control de tensión tiene la función de la compensación de tensión, que puede garantizar una tensión estable y consistente desde la bobina completa hasta la bobina vacía.
La placa de distribución tiene un dispositivo de protección contra la interrupción del cable.
El eje principal de la jaula tiene un freno de disco neumático, que tiene un gran par de frenado y un frenado confiable. Cada bobina de acumulación de cable está equipada con un dispositivo de freno de disco separado, que coopera con un motor de tensión para garantizar un paso E estable durante el apagado y la desaceleración.
La jaula adopta una cubierta protectora integral, que se puede empujar y tirar horizontalmente, y tiene protección de seguridad eléctrica.
Piezas comerciales
1. El motor principal adopta la marca famosa y de buena calidad.
2. PLC adopta Siemens.
3. AC Drive adopta Danfoss.
4. La pantalla táctil adopta Siemens.
5. El rodamiento adopta HRB, ZWZ y LYC.
Productividad
Tomando la cadena de aluminio de 37 núcleos como ejemplo, la eficiencia de producción de la máquina de varillas concéntricas es la siguiente. Solo como referencia.
| Producción y cálculo del tiempo auxiliar de la máquina de renovación concéntrica (incluida el rebobinado, la soldadura y la variedad) | |||||||||||||
| Especificaciones de producción | Número de bobinas | Paso (mm) | Velocidad giratoria (RPM) | Velocidad de línea (m/min) | Tiempo de golpe de bobina completa (3 cables) (min) | Tiempo de rebobinado de la bobina completa (3 cables) (min) | Tiempo de soldadura a tope al rebobinar (min) | Tiempo requerido para un ciclo de producción en modo de una sola mochila (H) | Tiempo requerido para un ciclo de producción en modo de doble bobina (H) | ||||
| Longitud del alambre único (metro) | Tiempo de retraso (min) | Velocidad de rebobinado (m/min) | Hora de rebobinado (min) | Número de soldadura | Tiempo de soldadura de un cable (min) | Tiempo de soldadura (min) | |||||||
| Diámetro de un solo cable 2.09 mm | 2 bobinas | 156 | 500 | 78 | 15772 | 202 | 120 | 131 | 12 | 1.5 | 18 | 7.4 | 5.2 |
| 4 bobinas | 166 | 470 | 78 | 15772 | 202 | 120 | 131 | 24 | 1.5 | 36 | |||
| 6 bobinas | 211 | 370 | 78 | 15772 | 202 | 120 | 131 | 36 | 1.5 | 54 | |||
| Diámetro de un solo cable 2.34 mm | 2 bobinas | 175 | 500 | 88 | 12582 | 144 | 120 | 105 | 12 | 1.5 | 18 | 5.9 | 4.2 |
| 4 bobinas | 182 | 481 | 88 | 12582 | 144 | 120 | 105 | 24 | 1.5 | 36 | |||
| 6 bobinas | 233 | 376 | 88 | 12582 | 144 | 120 | 105 | 36 | 1.5 | 54 | |||
| Diámetro de un solo cable 2.61 mm | 2 bobinas | 195 | 500 | 98 | 10113 | 104 | 120 | 84 | 12 | 1.5 | 18 | 4.9 | 3.5 |
| 4 bobinas | 204 | 478 | 98 | 10113 | 104 | 120 | 84 | 24 | 1.5 | 36 | |||
| 6 bobinas | 260 | 375 | 98 | 10113 | 104 | 120 | 84 | 36 | 1.5 | 54 | |||
| Interpretación: 1) La velocidad de rebobinado del cable de aluminio es de 120 m/min, la velocidad de rebobinado del cable de cobre se puede aumentar a más de 150 m/min. 2) El número de soldadura se basa en el cable en la bobina que se corta y reboba antes de que termine de que se extienda. 3) El tiempo de soldadura se basa en un tiempo de soldadura de alambre de 1.5 minutos, que se puede ajustar de acuerdo con el tiempo de operación real. 4) Tiempo requerido para un ciclo de producción en modo de una sola bolsa = tiempo de variedad + tiempo de rebobinado (una bobina) + tiempo de soldadura de 2 bobinas + tiempo de soldadura de 4 bobinas + tiempo de soldadura de 6 bobinas. 5) Tiempo requerido para un ciclo de producción en modo de doble bobina = tiempo de variedad + tiempo de soldadura de 2 bobinas + tiempo de soldadura de 4 bobinas + tiempo de soldadura de 6 bobinas. | |||||||||||||
Preguntas frecuentes
P: ¿Puedo visitar su fábrica?
R: Todos los clientes de su casa y en el extranjero son bienvenidos a visitar nuestra empresa y fábrica.
P: ¿Suministra la instalación y la puesta en servicio?
A: Sí, hacemos como siguientes:
-Tano pronto como el cliente nos informara que las máquinas se colocan en el lugar correcto, enviaremos tanto ingeniero mecánico como eléctrico para el inicio de la máquina.
-No-Now Testing: después de la máquina instalada por completo, primero realizamos pruebas sin carga.
-Con prueba de carga: generalmente podemos producir 3 cables diferentes para realizar pruebas de carga.
-Ceptance Informe: después de que el comprador confirme que la máquina puede alcanzar todas las especificaciones bajo contrato, el informe de aceptación se firmará para nuestro registro de que la máquina estará en período de garantía.
P: ¿Qué información debo ofrecer para obtener una cotización detallada de usted?
R: Para la máquina única: generalmente necesitamos conocer el tamaño del cable de entrada, el tamaño del cable de salida que se producirá, la productividad, el pago y el tamaño de la realización para elegir la máquina correcta.
Para una nueva planta de cable o una nueva línea de producción de cable, necesitamos conocer la hoja de datos de los cables que se producirán, la productividad, los estándares a seguir, etc. para diseñar todas las máquinas necesarias.
P: ¿Puede suministrar el equipo auxiliar junto con las máquinas?
A: Sí, definitivamente.
Hemos suministrado intercambiador de calor, máquina de filtro de polvo de cobre/aluminio, torre de enfriamiento, enfriador, compresor de aire, troqueles de dibujo, máquina de puntería, soldadores fríos, bobinas, etc. con nuestras máquinas.
P: ¿Podrías hacer el diseño para toda la planta?
R: Sí, esta es nuestra ventaja.
Con la hoja de datos del cable que se producirá, el estándar debe seguir sus cables, la productividad que esperaba. Nuestro ingeniero en tecnología de producción y maquinaria hará el diseño de máquinas de producción, equipos de prueba, accesorios como bobinas, troqueles, líneas de rebobinado y materiales necesarios.
P: ¿Cómo puedo saber el estado de mi pedido?
R: Tenemos nuestro sistema OA en el seguimiento de la producción.
Para cualquiera de sus solicitudes, podemos enviar fotos y videos de su pedido, también podemos usar FaceTime para informarle la producción.
P: ¿Cómo trabaja en la inspección antes de la entrega?
R: Haremos pruebas de equilibrio dinámico, pruebas de niveles, pruebas de ruido, etc. durante la producción.
Después de terminar la producción, generalmente realizamos la ejecución sin carga de cada máquina antes de la entrega. Los clientes son bienvenidos para asistir a la inspección.
P: ¿A qué exposiciones asistirás, podemos encontrarnos en la feria?
R: Dusseldorf International Wire and Cable Fair;
Cable de la Feria de América del Sur;
Feria internacional de cable y cable en Shanghai;
Feria internacional de cable de Estambul, etc.
Cable Feria del sudeste asiático, etc.
Envíenos su mensaje:
-

Máquina de enrollamiento y enlace automático
-

Combinar la máquina de torsión con backtwist
-

Máquina de tiros tubulares
-

Máquina de armadura de alambre de acero para cables submarinos
-

Máquina de atate en caliente
-

Rígido
-
Máquina de enrollamiento y enlace automático
-
Combinar la máquina de torsión con backtwist
-
Máquina de tiros tubulares
-
Máquina de armadura de alambre de acero para cables submarinos
-
Máquina de atate en caliente
-
Rígido
-
Máquina de enrollamiento y enlace automático
-
Combinar la máquina de torsión con backtwist





