


Жесткий Страндер
-
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading...










Подробная информация о продукте
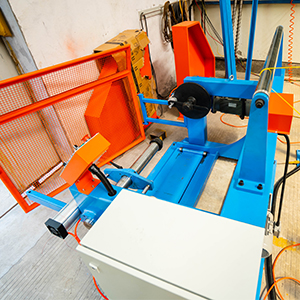
Крутильная машина с жесткой рамой является важным устройством для скрутки жил проводов и кабелей. В основном он используется для изготовления многожильных проводов из алюминия большой длины и большого сечения, многожильных проводов из алюминиевого сплава, многожильных проводов из оголенной меди и многожильных проводов из алюминия со стальным сердечником, круглых и секторных проводов, а также сшитых плотно прессованных сердечников без обратного скручивания.
Качество скрутки напрямую влияет на работоспособность всей кабельной продукции.
Традиционная крутильная машина с жесткой рамой обычно использует трансмиссию с грунтовым валом. Передача шпиля и клетки обычно приводится в движение одним и тем же двигателем через редуктор, коробку передач, земляной вал, угловую коробку и т.п. Натяжное устройство и траверс управляются отдельно или централизованно и управляются вышеуказанными двигателями.
У этой конструкции много недостатков:
(1). Привод шлифовального вала представляет собой открытый привод, с плохими условиями смазки, в него легко проникают посторонние вещества, такие как пыль, что приводит к износу и повреждению шестерен, а также к сильному шуму на производственной площадке.
(2). Принято переключение передач, а структура трансмиссии сложна. Зазор между шестернями большой, что может привести к ударам при движении и повреждению наземного вала, шестерен и коробок. В то же время из-за сложной механической конструкции сложнее обслуживать всю машину.
(3). Из-за ограничения земного вала скорость вращения клетки низкая, а скорость производства трудно увеличить, что ограничивает производственную эффективность производства.
(4). Поскольку коробка передач имеет фиксированное передаточное число, ее шаг можно изменять только в ограниченном диапазоне. Невозможно выбрать шаг, необходимый для некоторых технологических решений.
Крутильная машина с жесткой рамой Φ630 сочетает в себе технологию производства скруток отечественных первоклассных производителей кабеля и вбирает в себя преимущества аналогичного оборудования из-за границы. Он использует метод передачи с отдельными двигателями, при этом каждая клетка и кабестан приводятся в движение отдельными двигателями.
1. Характеристики оборудования
1. Каждая деталь приводится в движение отдельным двигателем с простой конструкцией и низким уровнем шума.
2. Синхронная загрузка и выгрузка бобин, а также пневматический зажим используются для удобства работы, сокращения рабочего времени и повышения эффективности производства.
3. Применение пневматического контроля натяжения и автоматической регулировки натяжения для поддержания стабильного натяжения, чтобы натяжение не менялось независимо от того, заполнена ли шпулька или мелка.
4. Оснащен такими средствами защиты, как отключенное автоматическое парковочное устройство и устройство аварийной остановки, что безопасно и надежно.
2. Основные технические параметры
| Модель | Диаметр одной проволоки (мм) | Макс. скорость вращения (об/мин) | |||||||
| Медь проволока | Алюминий проволока | Алюминиевый сплав проволока | / | 6B | 12Б | 18Б | 24Б | 30Б | |
| 630 | 1,8-4,6 | 2,0-5,0 | 1,5-4,5 | Медная проволока | 230 | 210 | 190 | 170 | 150 |
| Алюминий (алюминиевый сплав) проволока | 290 | 250 | 220 | 180 | 160 | ||||
По сравнению с традиционным типом передачи грунтового вала, крутильная машина с жесткой рамой и отдельными двигателями исключает необходимость использования многоступенчатого редуктора и системы передачи грунтового вала, упрощает сложную механическую конструкцию всей машины, снижает сложность механического обслуживания и снижает уровень шума при работе. производственная площадка. Шаг имеет широкий диапазон изменения, что позволяет осуществлять бесступенчатую регулировку шага, что удобно для улучшения производственного процесса и может соответствовать технологическим требованиям различных скруточных продуктов.
Основные компоненты

Это оборудование в основном состоит из отвода концевого вала, сепараторов и предварительно сформированных устройств, автоматической системы загрузки шпульки, защитных крышек, счетчика счетчиков, двойного тянущего шпиля, передвижного приемного устройства портального типа и систем электрического управления.
1. Клетки

Существует несколько типов клеток: 6, 12, 18, 24 и 30. Количество клеток может быть настроено в соответствии со структурой продукта клиента.
Каркас клетки представляет собой четырехугольник с компактной конструкцией, которая может удовлетворить потребности высокоскоростной работы. Количество клеток может быть выбрано в соответствии с требованиями заказчика и подходит для шпуль PND630. Чтобы преодолеть такие проблемы, как отскок при скручивании и ослабление прядей, вызванные отсутствием скручивания рамы крутильной машины, перед ответвительной пластиной каждой пряди клетки установлено одно устройство предварительного скручивания проволоки. Деформация, предварительно выкручивая необходимую форму, чтобы одинарная проволока не отскакивала и не ослаблялась в процессе скручивания. Это устройство можно снять, когда оно не используется.
Лебедка и клетка изготовлены из сварных стальных листов, а конструкция прочная, закалена и подвергнута пескоструйной обработке для снятия напряжений. Весь токарный станок с ЧПУ обработан и изготовлен с высокой прочностью. Конструктивная конструкция и общая обработка подходят для высокоскоростной работы клетки.
Каждая клетка и кабестан приводятся в движение отдельными двигателями, которые могут обеспечивать одинаковое или обратное скручивание каждого сегмента клетки. Положение загрузки шпульки рамы клетки контролируется контактами на рамке и бесконтактным переключателем. Привод оснащен системой замедленного позиционирования. Главный привод можно отсоединить от двигателя позиционирования загрузки шпульки. Это может уменьшить частые толчки главного двигателя и продлить срок его службы.
Поворотная подушка безопасности использует режим осевого уплотнения поверхности, и эффект уплотнения намного лучше, чем уплотнение поперечного сечения. Он обладает устойчивостью к истиранию и устойчивостью к высоким температурам. Во время нормальной работы он герметизируется воздушным охлаждением. Однако в целях экономии потребления воздуха система охлаждения сжатым воздухом автоматически закрывается при остановке.
Каждая шпулька и барабан оснащены бесконтактными датчиками для определения рабочего состояния шпуль. Как только одна из шпуль отсоединится, соответствующий датчик немедленно отправит импульсный сигнал и остановит всю машину. Положение оборванной проволоки виселицы отображается сверху, и линию можно обеспечить вовремя. Чтобы обеспечить нормальную работу и ложную тревогу всей машины, отключение при отключении используется только при скорости 10 м/мин.
Верх шпульки зажимается цилиндром. Когда шпулька зажата, ее можно преобразовать для ручной блокировки всей машины, что является надежным и безопасным. Чтобы предотвратить прокол резьбового отверстия и наконечника наперстком, шпулька и корпус изготовлены из износостойких материалов для увеличения поверхности контакта и трения.
Принятие пневматического контроля натяжения. Электронное устройство контроля отслеживает количество установки шпульки и передает сигналы в ПЛК в зависимости от глубины и наполненности шпульки. ПЛК управляет объемом всасываемого воздуха пневматического пропорционального клапана, так что натяжение измеряется катушкой. И синхронизация снижается, чтобы добиться постоянного контроля напряжения; Два комплекта нажимных цилиндров контролируют натяжение отдачи, обеспечивая равномерное воздействие давления нажимного цилиндра на натяжной диск.
Режим управления используется в зависимости от длины проволоки шпульки. Установите длину линии загрузки на сенсорном экране, рассчитайте уменьшение длины в обычном рабочем процессе, отправьте сигнал в ПЛК, а затем ПЛК управляет воздухозаборником пневматического пропорционального клапана, а затем натяжение синхронизируется с снижение загрузки линии. Тормозной цилиндр контролирует натяжение шпульки, обеспечивая равномерное давление нажимного цилиндра на натяжной диск. Использование дисковых тормозов для более точного контроля натяжения.
2. Автоматическая система загрузки и разгрузки клеток.
Каждая клетка оснащена синхронным устройством загрузки и выгрузки шпуль, а также электрическим устройством загрузки и выгрузки шпуль. В зависимости от способа загрузки шпульки существует два основных типа: боковая загрузка шпульки и нижняя загрузка шпульки.
(1) Боковая загрузка шпульки
 Устройство может одновременно загружать или выгружать весь ряд бобин. Эта система состоит из электрических тележек, которые установлены на наземных направляющих. Это гарантирует, что катушки можно будет легко толкать и вынимать, а тележки смогут передвигаться по земле. Тележка может положить полные шпульки на землю, а затем вынуть пустые шпульки с другой стороны полных шпуль. Если необходимо заменить только одну шпульку, достаточно электрической тележки.
Устройство может одновременно загружать или выгружать весь ряд бобин. Эта система состоит из электрических тележек, которые установлены на наземных направляющих. Это гарантирует, что катушки можно будет легко толкать и вынимать, а тележки смогут передвигаться по земле. Тележка может положить полные шпульки на землю, а затем вынуть пустые шпульки с другой стороны полных шпуль. Если необходимо заменить только одну шпульку, достаточно электрической тележки.
Централизованная загрузка использует управление с преобразованием частоты, тележка запускается медленно, движется быстро и снова замедляется при приближении к клетке, обеспечивая плавность, точность и надежность работы тележки и двойное механическое и электрическое позиционирование.
Устройство оснащено системой позиционирования загрузки шпульки, которая состоит из сенсорного и пневматического позиционирования. При загрузке и разгрузке клетка поворачивается близко к позиции, датчик отправляет сигнал в ПЛК, а ПЛК отправляет команду в систему позиционирования. Эффект пневматического позиционирования: цилиндр движется, и виселица блокируется.
(2) Загрузка шпульки снизу
 Устройство может завершить весь процесс ходьбы, поворота и погрузки. Когда шпулька достигает положения хранения загрузочного устройства, активируется система загрузки шпульки, а когда достигается положение загрузки, шпулька поворачивается на 45 градусов, чтобы обеспечить определение положения загрузки шпульки.
Устройство может завершить весь процесс ходьбы, поворота и погрузки. Когда шпулька достигает положения хранения загрузочного устройства, активируется система загрузки шпульки, а когда достигается положение загрузки, шпулька поворачивается на 45 градусов, чтобы обеспечить определение положения загрузки шпульки.
В устройстве используются прочные и надежные конструктивные детали. Электрическая тележка работает плавно, точно и надежно, имеет двойное механическое и электрическое позиционирование.
Когда устройство не работает, верхняя поверхность устройства находится на одном уровне с землей и не занимает площадь пола.
Автоматическая система загрузки и разгрузки может работать как целиком, так и по отдельности, она проста в эксплуатации, безопасна и надежна. Это эффективно сокращает рабочее время и повышает эффективность производства.
3. Двойной тянущий шпиль
 Данное оборудование оснащено двойным тянущим устройством колесного типа. Оба шпилевых колеса представляют собой канавочные колеса и имеют двойное действие. Каждое колесо имеет 6 пазов, оба из которых имеют U-образную форму, благодаря чему шаг пазов может обеспечить максимальный размер многожильного провода на производственной линии. Разделительное колесо имеет определенный наклон, поэтому разделительная линия может быть завершена естественным образом. Передние и задние колеса наклонены друг к другу, чтобы провода не пережимались при движении.
Данное оборудование оснащено двойным тянущим устройством колесного типа. Оба шпилевых колеса представляют собой канавочные колеса и имеют двойное действие. Каждое колесо имеет 6 пазов, оба из которых имеют U-образную форму, благодаря чему шаг пазов может обеспечить максимальный размер многожильного провода на производственной линии. Разделительное колесо имеет определенный наклон, поэтому разделительная линия может быть завершена естественным образом. Передние и задние колеса наклонены друг к другу, чтобы провода не пережимались при движении.
Диаметр шпилевого колеса может быть 2000 мм или 2500 мм в соответствии с требованиями заказчика, а максимальная тяга может достигать 15 тонн.
Коммерческие части
1. Главный двигатель Сименс;
2. ПЛК Сименс;
3. Пакер-инвертор;
4. Сенсорный экран Сименс;
5. Электрические компоненты изготовлены под торговой маркой Schneider.
Фотографии упаковки

Монтаж и ввод в эксплуатацию
После размещения заказа мы предоставим клиентам чертеж фундамента, чертеж трубы и чертеж компоновки. Заказчики могут построить и заложить фундамент по присланным нами чертежам.
Мы подробно обсудим с нашими клиентами план ввода в эксплуатацию до прибытия оборудования на завод. Заказчикам необходимо подготовить материалы для монтажа и ввода в эксплуатацию. Конечно, мы вышлем подробный список подготовки, чтобы помочь нашим клиентам.
Мы направим двух опытных инженеров, в том числе инженера-механика и инженера-электрика, для руководства установкой и вводом в эксплуатацию. Инженеры сделают все возможное, чтобы обучить рабочих работе с оборудованием.
Часто задаваемые вопросы
Вопрос: Могу ли я посетить вашу фабрику?
О: Мы приглашаем всех клиентов как из дома, так и из-за границы посетить нашу компанию и фабрику.
В: Вы осуществляете установку и ввод в эксплуатацию?
О: Да, мы делаем следующее:
-Как только клиент сообщит нам, что машины будут установлены в нужное место, мы отправим инженера-механика и электрика для запуска машины.
-Тестирование без нагрузки: после полной установки машины мы сначала проводим тестирование без нагрузки.
-Тестирование под нагрузкой: Обычно мы можем изготовить 3 разных провода для проведения нагрузочного тестирования.
-Отчет о приемке: после того, как покупатель подтвердит, что машина соответствует всем спецификациям, указанным в контракте, будет подписан отчет о приемке, подтверждающий, что машина находится на гарантийном сроке.
Вопрос: Какую информацию я должен предложить, чтобы получить от вас подробное предложение?
О: Для одной машины: обычно нам необходимо знать размер входной проволоки, размер выходной проволоки, которую нужно производить, производительность, окупаемость и размер, чтобы выбрать правильную машину.
Для нового кабельного завода или новой линии по производству кабеля нам необходимо знать технические характеристики производимых кабелей, производительность, стандарты, которым необходимо следовать, и т. д., чтобы спроектировать все необходимые машины.
Вопрос: Можете ли вы поставить вспомогательное оборудование вместе с машинами?
О: Да, определенно.
Вместе с нашими машинами мы поставили теплообменник, медно-алюминиевую порошковую фильтрующую машину, градирню, охладитель, воздушный компрессор, волочильные штампы, указывающую машину, аппараты холодной сварки, катушки и т. д.
Вопрос: Не могли бы вы сделать дизайн всего завода?
О: Да, это наше преимущество.
В паспорте кабеля, который будет производиться, указывается стандарт, которому должны соответствовать ваши кабели, и ожидаемая вами производительность. Наш инженер по технологиям производства и оборудованию спроектирует производственные машины, испытательное оборудование, аксессуары, такие как катушки, матрицы, линии перемотки и необходимые материалы.
Вопрос: Как я могу узнать статус моего заказа?
О: у нас есть система открытого доступа для отслеживания производства.
По любому вашему запросу мы можем отправить фото и видео вашего заказа, а также можем использовать FACETIME, чтобы сообщить вам о производстве.
Вопрос: Как вы работаете над проверкой перед доставкой?
О: Во время производства мы проведем динамическое тестирование баланса, тестирование уровня, тестирование на шум и т. д.
После завершения производства мы обычно запускаем каждую машину на холостом ходу перед поставкой. Клиенты приглашаются принять участие в проверке.
Вопрос: Какие выставки вы будете посещать, можем ли мы встретиться на ярмарке?
A: Международная выставка проводов и кабелей в Дюссельдорфе;
Ярмарка Wire в Южной Америке;
Международная выставка проводов и кабелей в Шанхае;
Международная Стамбульская ярмарка проволоки и др.
проволока Ярмарка Юго-Восточной Азии и т. д.
Отправьте нам сообщение:
-

Бумажная упаковочная машина
-

Многопроволочная волочильная машина
-

Машина RBD с индивидуальными драйверами
-

Плетельная машина
-

Линия гранулирования ПВХ
-
Линия экструзии строительной проволоки (подходит для 1,5-...
-
Бумажная упаковочная машина
-
Многопроволочная волочильная машина
-
Машина RBD с индивидуальными драйверами
-
Плетельная машина
-
Линия гранулирования ПВХ
-
Линия экструзии строительной проволоки (подходит для 1,5-...
-
Бумажная упаковочная машина
-
Многопроволочная волочильная машина





