


Концентрическая крутильная машина
-
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading...








Подробная информация о продукте
1. Детали производства
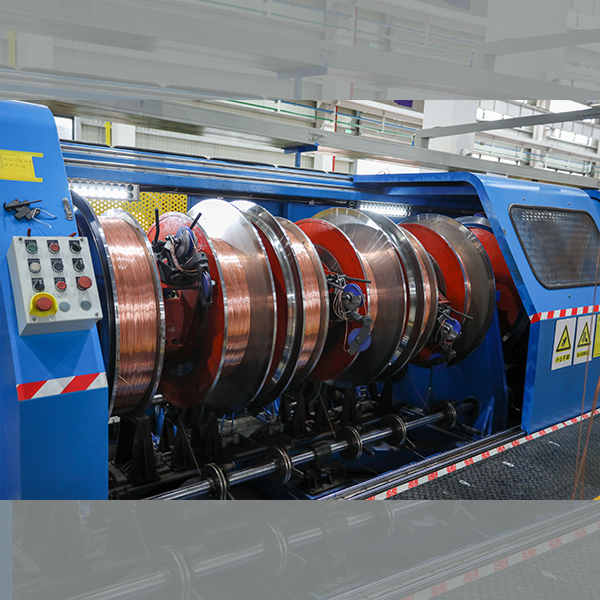
Концентрическая крутильная машина - это новый тип высокоскоростной крутильной машины, в основном используемый для скрутки, волочения и прессования медных жил большой длины, алюминиевых жил, жил из алюминиевого сплава и других круглых проводов, также может использоваться для скрутки/предварительного скручивания и прессование секторного проводника.
Концентрическая крутильная машина может заменить жесткую крутильную машину некоторых спецификаций и моделей.
Он имеет два режима конфигурации: режим с одной шпулькой и режим с двойной шпулькой.
Одношпульный режим оснащен одной шпулькой, накапливающей проволоку. После того, как проволока на накопительной шпульке закончит отмотку и скрутку, проволоку необходимо перемотать на шпульку. В этом режиме процесс перемотки и процесс скрутки не могут выполняться одновременно, и эффективность производства снижается, но сокращается длина оборудования и снижается стоимость.
Режим двойной шпульки оснащен двумя катушками для накопления проволоки. Когда одна накопительная бобина проволоки используется для отмотки и скрутки, другая - для перемотки. В этом режиме процесс перемотки и скрутки выполняются одновременно, а эффективность производства высока.
2.Особенности
1. Платежная стойка имеет большую накопительную емкость и подходит для скрутки одиночных проводов большой длины.
2. Поскольку клетка имеет концентрическую структуру, скорость вращения высокая, скорость скручивания высокая, что повышает эффективность производства.
3. Шпулька встроена в оборудование, нет необходимости загружать или выгружать шпульку, что значительно снижает трудоемкость работников.
4. Используя метод скручивания нескольких проводов, с каждой бобины можно выпустить три или более проводов. Оборудование имеет компактную конструкцию и экономит площадь.
5. Размотка и намотка катушки с проволокой приводится в движение отдельным серводвигателем переменного тока, управляемым преобразованием частоты, а натяжение стабильное, точное и регулируемое.
6. Он имеет компактную и разумную конструкцию с меньшим количеством изнашиваемых деталей, что снижает затраты на техническое обслуживание.
7. Меньше шума. Экологически чистый.
3.Технические параметры
| Модель | Макс. скорость вращения (об/мин) | Макс. скорость перемотки (м/мин) | Диаметр одной проволоки (мм) | |
| Медная проволока | Алюминиевая проволока | |||
| 1000 | 500 | 200 | 1,5-5,0 | 1,8-5,0 |
Основные компоненты

Производственная линия в основном состоит из центральной отдачи типа концевого вала (или центральной отдачи намотки), отдачи типа намотки и перемотки (или отдачи типа бобинного типа), клетки, держателя матрицы для закрывания проволоки, счетчика метров. , двухколесный шпиль, портальный приемный механизм, электрическая система управления, защитная крышка, защитное ограждение и другие компоненты.
1. Окупаемость типа намотки и перемотки.

Он состоит из каркаса клетки, комплекта рулевых колес, устройства контроля натяжения и т. д.
Отводящие корзины распределены по обеим сторонам клетевой рамы, отдельные проволоки собираются в активное устройство подачи проволоки через направляющее колесо. Натяжение отдачи можно контролировать механически, которое регулируется вручную. Проволока перематывается на пластину для накопления проволоки через систему направляющих.
Каркас клетки изготовлен из сварных квадратных труб с площадкой для заправки проволоки и защитным ограждением.
Оснащен безопасными лестницами для облегчения заправки проволоки.
Также можно использовать отдачу от перемотки шпульного типа.

2. Клетка

Клетка представляет собой конструкцию концентрического типа (центр отводящей бобины совпадает с центром вращения клетки) и состоит из передних и задних опорных подшипников, системы рогульки, системы накопления проволоки и системы распределения проволоки. Клетка, катушка для накопления проволоки и система перемещения приводятся в движение независимыми двигателями с преобразователем частоты.
Проволока выдергивается из флайера, установленного между двумя шпульками. Клетка имеет общий набор флаеров для каждых двух катушек, накапливающих проволоку, и управляет двумя бобинами, чтобы окупиться одновременно. Головка флайера может поворачиваться на 360 градусов по желанию. Проволока в бобине для накопления проволоки направляется с помощью рогульки в заправочную трубку на внутренней стенке главного вала, а затем проходит через систему распределения проволоки на выходных опорах для скрутки.
Начало подачи проволоки на бобину контролируется набором систем фрикционных колес, которые могут быть связаны или управляться индивидуально. Каждая группа катушек, накапливающих проволоку, имеет набор соответствующих органов управления дисковым тормозом, обеспечивающих качество многожильной проволоки.
Каждая клетка снабжена комплектом траверсного устройства перемотки, и проволока перематывается на бобину, накапливающую проволоку клетки, через внешнюю отводку перемотки. Перемотка проволоки на бобину для накопления проволоки осуществляется через узел винтовой траверсы с отдельным двигателем. Шаг перемещения контролируется ПЛК, который можно устанавливать и изменять на сенсорном экране. Все бобины, накапливающие проволоку, можно перематывать одновременно или по отдельности.
Для активной отдачи используется отдельный двигатель, а проволока управляется независимым регулятором натяжения. Натяжение можно устанавливать и изменять на сенсорном экране. Система контроля натяжения имеет функцию компенсации натяжения, которая может обеспечить стабильное и постоянное натяжение от полной до пустой шпульки.
Распределительная пластина оснащена устройством защиты от обрыва провода.
Главный вал клетки оснащен пневматическим дисковым тормозом, который имеет большой тормозной момент и надежное торможение. Каждая катушка для накопления проволоки оснащена отдельным дисковым тормозным устройством, которое взаимодействует с двигателем натяжения для обеспечения стабильного шага e во время остановки и замедления.
Клетка оснащена встроенной защитной крышкой, которую можно сдвигать и тянуть горизонтально, и имеет электрическую защиту.
Коммерческие части
1. Главный двигатель изготовлен под известным и качественным брендом.
2. ПЛК использует Siemens.
3. Привод переменного тока изготовлен компанией Danfoss.
4. Сенсорный экран изготовлен на базе Siemens.
5. Подшипник принимает HRB, ZWZ и LYC.
Производительность
На примере 37-жильной алюминиевой пряди эффективность производства концентрической крутильной машины выглядит следующим образом. Просто для справки.
| Производство и расчет вспомогательного времени концентрически-крутильной машины (включая перемотку, сварку и скрутку) | |||||||||||||
| Технические характеристики продукции | Количество бобин | Подача (мм) | Скорость вращения (об/мин) | Скорость линии (м/мин) | Время скручивания полной катушки (3 проволоки) (мин) | Время перемотки полной шпульки (3 провода) (мин) | Время стыковой сварки при перемотке (мин) | Время, необходимое для одного производственного цикла в однобобинном режиме (час) | Время, необходимое для одного производственного цикла в двухбобинном режиме (час) | ||||
| Длина одного провода (м) | Время затягивания (мин) | Скорость перемотки (м/мин) | Перемотка времени (мин) | Количество сварок | Время сварки одной проволоки (мин) | Время сварки (мин) | |||||||
| Диаметр одиночного провода 2,09 мм | 2 бобины | 156 | 500 | 78 | 15772 | 202 | 120 | 131 | 12 | 1,5 | 18 | 7.4 | 5.2 |
| 4 бобины | 166 | 470 | 78 | 15772 | 202 | 120 | 131 | 24 | 1,5 | 36 | |||
| 6 бобин | 211 | 370 | 78 | 15772 | 202 | 120 | 131 | 36 | 1,5 | 54 | |||
| Диаметр одиночного провода 2,34 мм | 2 бобины | 175 | 500 | 88 | 12582 | 144 | 120 | 105 | 12 | 1,5 | 18 | 5,9 | 4.2 |
| 4 бобины | 182 | 481 | 88 | 12582 | 144 | 120 | 105 | 24 | 1,5 | 36 | |||
| 6 бобин | 233 | 376 | 88 | 12582 | 144 | 120 | 105 | 36 | 1,5 | 54 | |||
| Диаметр одиночного провода 2,61 мм | 2 бобины | 195 | 500 | 98 | 10113 | 104 | 120 | 84 | 12 | 1,5 | 18 | 4,9 | 3,5 |
| 4 бобины | 204 | 478 | 98 | 10113 | 104 | 120 | 84 | 24 | 1,5 | 36 | |||
| 6 бобин | 260 | 375 | 98 | 10113 | 104 | 120 | 84 | 36 | 1,5 | 54 | |||
| Интерпретация: 1) Скорость перемотки алюминиевой проволоки составляет 120 м/мин, скорость перемотки медной проволоки может быть увеличена до более чем 150 м/мин. 2) Количество сварок зависит от того, как проволока на бобине разрезается и перематывается до завершения скрутки. 3) Время сварки основано на времени сварки проволокой, равном 1,5 минутам, которое можно регулировать в соответствии с фактическим временем работы. 4) Время, необходимое для одного производственного цикла в однобобинном режиме = время скрутки + время перемотки (одна бобина) + время сварки 2 бобин + время сварки 4 бобин + время сварки 6 бобин. 5) Время, необходимое для одного производственного цикла в двухбобинном режиме = время скрутки + время сварки 2 бобин + время сварки 4 бобин + время сварки 6 бобин. | |||||||||||||
Часто задаваемые вопросы
Вопрос: Могу ли я посетить вашу фабрику?
О: Мы приглашаем всех клиентов как из дома, так и из-за границы посетить нашу компанию и фабрику.
В: Вы осуществляете установку и ввод в эксплуатацию?
О: Да, мы делаем следующее:
-Как только клиент сообщит нам, что машины будут установлены в нужное место, мы отправим инженера-механика и электрика для запуска машины.
-Тестирование без нагрузки: после полной установки машины мы сначала проводим тестирование без нагрузки.
-Тестирование под нагрузкой: Обычно мы можем изготовить 3 разных провода для проведения нагрузочного тестирования.
-Отчет о приемке: после того, как покупатель подтвердит, что машина соответствует всем спецификациям, указанным в контракте, будет подписан отчет о приемке, подтверждающий, что машина находится на гарантийном сроке.
Вопрос: Какую информацию я должен предложить, чтобы получить от вас подробное предложение?
О: Для одной машины: обычно нам необходимо знать размер входной проволоки, размер выходной проволоки, которую нужно производить, производительность, окупаемость и размер, чтобы выбрать правильную машину.
Для нового кабельного завода или новой линии по производству кабеля нам необходимо знать технические характеристики производимых кабелей, производительность, стандарты, которым необходимо следовать, и т. д., чтобы спроектировать все необходимые машины.
Вопрос: Можете ли вы поставить вспомогательное оборудование вместе с машинами?
О: Да, определенно.
Вместе с нашими машинами мы поставили теплообменник, медно-алюминиевую порошковую фильтрующую машину, градирню, охладитель, воздушный компрессор, волочильные штампы, указывающую машину, аппараты холодной сварки, катушки и т. д.
Вопрос: Не могли бы вы сделать дизайн всего завода?
О: Да, это наше преимущество.
В паспорте кабеля, который будет производиться, указывается стандарт, которому должны соответствовать ваши кабели, и ожидаемая вами производительность. Наш инженер по технологиям производства и оборудованию спроектирует производственные машины, испытательное оборудование, аксессуары, такие как катушки, матрицы, линии перемотки и необходимые материалы.
Вопрос: Как я могу узнать статус моего заказа?
О: у нас есть система открытого доступа для отслеживания производства.
По любому вашему запросу мы можем отправить фото и видео вашего заказа, а также можем использовать FACETIME, чтобы сообщить вам о производстве.
Вопрос: Как вы работаете над проверкой перед доставкой?
О: Во время производства мы проведем динамическое тестирование баланса, тестирование уровня, тестирование на шум и т. д.
После завершения производства мы обычно запускаем каждую машину на холостом ходу перед поставкой. Клиенты приглашаются принять участие в проверке.
Вопрос: Какие выставки вы будете посещать, можем ли мы встретиться на ярмарке?
A: Международная выставка проводов и кабелей в Дюссельдорфе;
Ярмарка Wire в Южной Америке;
Международная выставка проводов и кабелей в Шанхае;
Международная Стамбульская ярмарка проволоки и др.
проволока Ярмарка Юго-Восточной Азии и т. д.
Отправьте нам сообщение:
-

Полностью автоматическая перемоточная машина
-

Машина для разливки вверх Система непрерывного разлив...
-

Линия металлической обшивки Аргонодуговая сварка, литье...
-

Бумажная упаковочная машина
-

Автоматический двойной прием
-

Машина для армирования стальной проволокой подводных кабелей
-
Полностью автоматическая перемоточная машина
-
Машина для разливки вверх Система непрерывного разлив...
-
Линия металлической обшивки Аргонодуговая сварка, литье...
-
Бумажная упаковочная машина
-
Автоматический двойной прием
-
Машина для армирования стальной проволокой подводных кабелей
-
Полностью автоматическая перемоточная машина
-
Машина для разливки вверх Система непрерывного разлив...





