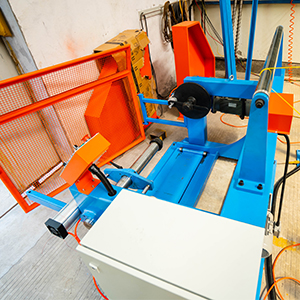
Линия по производству металлической оболочки. Аргонодуговая сварка, формовка и гофрирование.


Подробная информация о продукте
Для удовлетворения потребностей экономического развития система электроснабжения развивается в направлении все более высоких уровней напряжения. В системе электроснабжения роль в передаче электроэнергии играют силовые кабели сверхвысокого напряжения. Эти типы кабелей обычно требуют металлической оболочки, чтобы соответствовать требованиям к характеристикам самого кабеля и требованиям окружающей среды.
В настоящее время металлическая оболочка силовых кабелей сверхвысокого напряжения обычно защищается инертным газом (гелием или аргоном), после того как алюминиевая лента (лента из нержавеющей стали) тонко разрезается, продольный шов формируется с помощью специальной формы, а затем продольный шов формируется с помощью специальной формы. шов сварной. Наконец, его производят путем растяжения, калибровки и обжатия. Линия аргонодуговой сварки, формования и гофрирования LT-HG200, предоставляемая нашей компанией, представляет собой специальное оборудование для изготовления высокопроизводительной металлической оболочки силового кабеля сверхвысокого напряжения.
Технической сложностью является процесс сварки, но мы имеем богатый опыт в этой области. Опираясь на технические характеристики европейской сварочной производственной линии, используя недостатки, постоянные технологические инновации, надежность, стабильность и удобство эксплуатации сварочного оборудования, мы стали ведущим отечественным уровнем, который можно сравнить с европейским оборудованием.
1. Особенности
1. Простота в эксплуатации. Сварочная горелка может произвольно регулироваться по трем направлениям осей X, Y и Z, благодаря устройству быстрого поворота сварочной горелки и системе автоматического отслеживания сварочной горелки, гарантирующей, что сварочный штифт всегда находится непосредственно над сварочным швом.
2. Стабильная работа. Специально разработанный формовочный инструмент и многоканальная роговая матрица для постепенного формования для обеспечения стабильной сварки.
3. Гуманизированный дизайн. Производственная линия может раскатывать кольцевые и спиральные узоры, узоры прокатки могут быть концентрическими или эксцентрическими. Глубину и шаг гофрирования можно регулировать онлайн.
2. Основные технические параметры
| Сварочная трубка Наружный диаметр. (мм) | Ф60-Ф200 |
| Толщина сварочного металла (мм) | Алюминий: 0,8-4,0 Медь: 0,3-1,5 Нержавеющая сталь: 0,3-1,0 |
| Скорость сварки | 0-4,6 м/мин, плавная регулировка |
| Тип гофрирования | Спиральный или кольцевой |
| Шаг резьбы гофра (мм) | 10-50 |
| Глубина гофра (мм) | 1,0-8,0 |
| Защитить газ | Аргон, Гелий (Для алюминия) |
В оборудовании используются специально разработанные формовочные инструменты и обжимные машины, что обеспечивает превосходную стабильность при производстве кабелей и является лучшим выбором для изготовления металлических оболочек силовых кабелей сверхвысокого напряжения.
3. Производственный процесс
Отдача кабеля → Подставка для сердечника → Отдача металлической ленты → Обрезка кромок полосы → Прием лома → Прецизионная продольная намотка → Аргонодуговая продольная стыковая сварка → Мониторинг дуги → Калибровка растяжения → Кабестан Caterpillar → Гофромашина → Приемник
4. Эффект гофрирования

Кроме того, оборудование также может сваривать и гофрировать медные ленты в соответствии с различными потребностями продукта.
Основные компоненты

Оборудование в основном состоит из стойки для отвода сердечника кабеля, кронштейна для отвода сердечника кабеля, отвода ленты, сварочной платформы, устройства позиционирования подачи ленты, устройства прецизионной резки, устройства позиционирования разгрузки ленты, устройства приема отходов кромки, устройства прецизионного формования, рама сварочной формы, устройство регулировки сварочной горелки, сварочный аппарат, поставщик газа, матрица с фиксированным диаметром, устройство охлаждения сварки, гусеничный шпиль, гофрирующая машина, намотчик и траверс, система контроля дуги, система электрического управления и т. д.
1. Прецизионный резак

Устройство вертикально-валковое отрезное, состоит из двух ножей и двух гильз. Он используется для непрерывной резки металлической полосы до необходимой ширины для сварки круглых труб. Левый и правый наборы ножей основаны на расположении вертикальной плоскости производственной линии и направляющей шпонки, а ширина режущей ленты регулируется одновременно точной положительной и отрицательной резьбой; наборы верхнего и нижнего ножей основаны на наборе нижних ножей, а набор верхних ножей может располагаться вдоль осей X и Z. Точно отрегулируйте величину подачи и зазор между ножами, чтобы режущая лента была гладкой и однородной, без заусенцев.
Материал фрезы – быстрорежущая инструментальная сталь. Когда резак используется в течение длительного времени, лезвие затупится, снимите лезвие, просто заточите его плоскошлифовальной машиной, установите на место и отрегулируйте боковой зазор между лезвиями с помощью циферблата.
2. Гофромашина

Применяется для накатывания гофры на тянутой металлической трубе. Машина для гофрирования использует специальную конструкцию шпинделя, которая имеет хорошую точность вращения и достаточную жесткость опоры, чтобы обеспечить качество поверхности металлической оболочки после гофрирования; гофрирование и тяга механически синхронизированы, шаг гофрирования стабилен, а глубину можно регулировать онлайн и отображать вовремя, легко регулировать.
Гофрирование может выполняться концентрическое или эксцентричное, шаг и глубина регулируются; он имеет две функции: создание кольцевых узоров и спиральных узоров. Головка для гофрирования катится по металлической трубке, а не просто скользит, поэтому износ невелик, а срок службы может быть продолжительным.
3. Сварочный аппарат

Сварочный аппарат импортирован из Германии. Сварочный источник постоянного тока, с автоматическим принудительным воздушным охлаждением, с отображением основных параметров; Сварочный ток стабилен и плавно регулируется, что обеспечивает стабильную функцию сварки при большом токе. Успешность зажигания дуги составляет более 98%.
4. Соединитель металлической ленты
Ленточный соединитель для аргонодуговой сварки LT-JD600 можно использовать для горизонтальной сварки металлической оболочки силового кабеля сверхвысокого напряжения. Он используется для точной обрезки двух концов двух чистых металлических лент. После того, как противоположные концы прорезаются через поперечные разрезы, выполняется непрерывная стыковая сварка под защитой инертного газа, и две металлические полосы соединяются горизонтально, чтобы обеспечить непрерывное производство.
Оборудование в основном состоит из ленточно-отрезного агрегата, стационарного инструментального агрегата с головкой, шагающего трансмиссионного агрегата для сварочной горелки, передвижной рабочей платформы, электронной системы управления и т. д. Ширина ленты может достигать (200 ~700) мм, толщина ленты может достигать алюминиевой ленты (0,80~4,0) мм, медной ленты (0,30~1,5) мм и стальной ленты (0,30~1,0) мм. Скорость сварки можно плавно регулировать в пределах (0~1,40) м/мин.
Ленточный соединитель для аргонодуговой сварки типа LT-JD600 имеет плоскую металлическую насечку, прочную сварку и удобное управление. Кроме того, наша компания также может предоставить другие модели ленточных соединителей для аргонодуговой сварки в соответствии с требованиями заказчика для удовлетворения различных потребностей.
Коммерческие части
1. Инвертор Сименс;
2. Низковольтные электроприборы марки ТЭ;
3. Электрический шкаф управления Rittal немецкого производства;
4. ПЛК «Сименс»;
5. Сенсорный экран Сименс.
Вспомогательное оборудование
Для обеспечения надежности производства металлической оболочки кабеля необходимо соответствующее вспомогательное оборудование, обеспечивающее надежное, стабильное и эффективное производство всей металлической оболочки кабеля. Среди них вихретоковый дефектоскоп является одним из очень важных вспомогательных устройств.
Вихретоковый дефектоскоп может обнаруживать сварные швы сварных труб различных характеристик и материалов в режиме онлайн, а также эффективно выявлять дефекты сварных труб: растрескивание, недоварку и трещины. Устройство управляется компьютером, имеет человеко-машинный интерфейс, отображает рабочее состояние, а максимальная скорость дефектоскопии может достигать 10 м/с. Кроме того, устройство также может заменить гидравлическое испытание металлической оболочки для обозначения дефектного участка.
Наш вихретоковый дефектоскоп обладает характеристиками быстрой скорости обнаружения, высокой чувствительности, сильной защиты от помех, стабильной работы, низкой стоимости и т. д. Он особенно подходит для онлайн-вихретоковой дефектоскопии на металлическом силовом кабеле сверхвысокого напряжения. линия по производству чехлов.
Монтаж и ввод в эксплуатацию
После оформления заказа мы предоставим клиентам чертеж фундамента и чертеж компоновки. Заказчики могут построить и заложить фундамент по присланным нами чертежам.
Мы подробно обсудим с нашими клиентами план ввода в эксплуатацию до прибытия оборудования на завод. Заказчикам необходимо подготовить материалы для монтажа и ввода в эксплуатацию. Конечно, мы вышлем подробный список подготовки, чтобы помочь нашим клиентам.
Мы направим двух опытных инженеров для руководства монтажом и пуско-наладочными работами, а во время пуско-наладочных работ наши инженеры проведут детальное обучение работников заказчика, а также проблемы и решения, возникающие в процессе эксплуатации оборудования.
Часто задаваемые вопросы
Вопрос: Могу ли я посетить вашу фабрику?
О: Мы приглашаем всех клиентов как из дома, так и из-за границы посетить нашу компанию и фабрику.
В: Вы осуществляете установку и ввод в эксплуатацию?
О: Да, мы делаем следующее:
-Как только клиент сообщит нам, что машины будут установлены в нужное место, мы отправим инженера-механика и электрика для запуска машины.
-Тестирование без нагрузки: после полной установки машины мы сначала проводим тестирование без нагрузки.
-Тестирование под нагрузкой: Обычно мы можем изготовить 3 разных провода для проведения нагрузочного тестирования.
-Отчет о приемке: после того, как покупатель подтвердит, что машина соответствует всем спецификациям, указанным в контракте, будет подписан отчет о приемке, подтверждающий, что машина находится на гарантийном сроке.
Вопрос: Какую информацию я должен предложить, чтобы получить от вас подробное предложение?
A: Для одной машины: обычно нам необходимо знать размер входной проволоки, размер выходной проволоки, которую нужно производить, производительность, окупаемость и размер, чтобы выбрать правильную машину.
Для нового кабельного завода или новой линии по производству кабеля нам необходимо знать техническое описание производимых кабелей, производительность, стандарты, которым необходимо следовать, и т. д., чтобы спроектировать все необходимые машины.
Вопрос: Можете ли вы поставить вспомогательное оборудование вместе с машинами?
О: Да, определенно.
Вместе с нашими машинами мы поставили теплообменник, медно-алюминиевый порошковый фильтр, градирню, охладитель, воздушный компрессор, волочильные штампы, указывающие машины, аппараты холодной сварки, катушки и т. д.
Вопрос: Не могли бы вы сделать дизайн всего завода?
О: Да, это наше преимущество.
В паспорте кабеля, который будет производиться, указывается стандарт, которому должны соответствовать ваши кабели, и ожидаемая вами производительность. Наш инженер по технологиям производства и оборудованию разработает производственные машины, испытательное оборудование, аксессуары, такие как катушки, матрицы, линии перемотки и необходимые материалы.
Вопрос: Как я могу узнать статус моего заказа?
О: у нас есть система открытого доступа для отслеживания производства.
По любому вашему запросу мы можем выслать фото и видео вашего заказа, а также можем использовать FACETIME, чтобы сообщить вам о производстве.
Вопрос: Как вы работаете над проверкой перед доставкой?
О: Во время производства мы проведем динамическое тестирование баланса, тестирование уровня, тестирование шума и т. д.
После завершения производства мы обычно запускаем каждую машину на холостом ходу перед поставкой. Клиенты могут присутствовать на проверке.
Вопрос: Какие выставки вы будете посещать, можем ли мы встретиться на ярмарке?
A: Международная выставка проводов и кабелей в Дюссельдорфе;
Ярмарка Wire в Южной Америке;
Международная выставка проводов и кабелей в Шанхае;
Международная Стамбульская ярмарка проволоки и др.
проволока Ярмарка Юго-Восточной Азии и т. д.