


Koncentryczna maszyna do osłaniania
-
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading... -
 Loading...Loading...
Loading...Loading...








Szczegóły produktu
1. Szczegóły produkcji
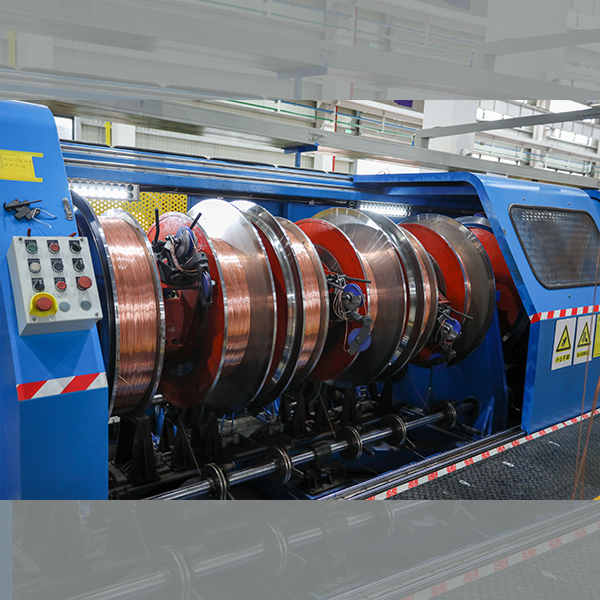
Koncentryczna maszyna pasmowa jest nowym rodzajem maszyny o dużej prędkości, używanej głównie do pasmowania, rysowania i prasowania dużej nici miedzianej, aluminiowej nici stopu aluminium i innego przewodnika okrągłego, może być również używana do pasmowania / wstępnego nakładania i prasowania przewodnika sektorowego.
Koncentryczna maszyna do przenośnika może zastąpić sztywną osadę niektórych specyfikacji i modeli.
Ma dwa tryby konfiguracyjne: tryb pojedynczego bobbiny i tryb podwójnego-bobbina.
Tryb pojedynczego bobbin jest wyposażony w jeden drut gromadzący się szpilka. Po zakończeniu wypłaty drutu na gromadzącym się szpulce i utknięciu drutu musi być przewijana do szpulki. W tym trybie proces przewijania i procesu drenażowania nie można jednocześnie wykonywać, a wydajność produkcji jest zmniejszona, ale długość sprzętu jest skrócona, a koszt jest obniżony.
Tryb podwójnego bobbin jest wyposażony w dwa szumu bobbiny. Gdy do wypłaty i utrudniania jest używany jeden drut gromadzący się szpilka, druga jest przewijana. W tym trybie proces przewijania i proces przesiedlenia odbywa się jednocześnie, a wydajność produkcji jest wysoka.
2. Features
1. Stojak wypłaty ma dużą pojemność akumulacji i nadaje się do drenowania pojedynczych przewodników o dużej długości.
2. Ponieważ klatka przyjmuje koncentryczną strukturę, prędkość obrotowa jest wysoka, prędkość skręcania jest szybka, co poprawia wydajność produkcji.
3. szpulka jest wbudowana w sprzęt, nie ma potrzeby ładowania ani rozładowywania szpulki, co znacznie zmniejsza intensywność pracy pracowników.
4. Za pomocą metody zwalniania wielu przewodów każda szpilka może zwolnić trzy lub więcej przewodów. Sprzęt ma kompaktową konstrukcję i oszczędza przestrzeń podłogową.
5. Wypłata i przyjęcie bobbiny gromadzącego drut jest napędzane przez oddzielny silnik serwo AC, kontrolowany przez konwersję częstotliwości, a napięcie jest stabilne, dokładne i regulowane.
6. Ma kompaktową i rozsądną strukturę z mniejszymi częściami noszenia, więc zmniejsza koszt konserwacji.
7. Mniej hałasu. Przyjazny dla środowiska.
3. Parametry techniczne
| Model | Max. prędkość obrotowa (RPM) | Max. Prędkość przewijania (m/min) | Pojedyncza średnica drutu (MM) | |
| Drut miedziany | Drut aluminiowy | |||
| 1000 | 500 | 200 | 1,5-5.0 | 1.8-5.0 |
Główne elementy

Linia produkcyjna składa się głównie z centralnego wypłaty wału wału końcowego (lub zwinięcia centralnego wypłaty), wypłaty typu zwijania i przewijania (lub spłaty typu szpinowego), klatki, uchwytu na zamykanie drutu, licznika licznika, podwójnego koła, przejęcia portalu, systemu kontroli elektrycznej, ochronnego, ochronnego i innych składników.
1. Wypłata typu zwinięcia i przewijania

Składa się z ramy klatki, zestawu kierownicy, urządzenia sterującego napięciem itp.
Kosze wypłaty są dystrybuowane po obu stronach ramy klatki, pojedynczy drut jest zbierany do aktywnego urządzenia zasilającego drut przez koło prowadzące. Napięcie spłaty można kontrolować przez mechanicznie, co jest ręcznie regulowane. Druty są ponownie zanurzone w płycie gromadzącej drut przez system przewodników drutu.
Rama klatki wykonana jest z spawanych kwadratowych rur, z platformą gwintowania drutu i ogrodzeniem bezpieczeństwa.
Wyposażone w drabiny bezpieczeństwa dla łatwego przewodu.
Można również użyć spłaty typu szpinowego.

2. Klatka

Klatka jest koncentryczną konstrukcją typu (środek spłaty szpulki zbiega się z centrum obrotowym klatki) i składa się z przednich i tylnych nośników łożyska, systemu ulotki, systemu szpulku, systemu dystrybucji drutu. Klatka, drut gromadzący się szpilka i system przemieszczania są napędzane niezależnymi silnikami konwersji częstotliwości.
Druty są wyciągane z ulotki zainstalowanej między dwoma szpilkami. Klatka dzieli zestaw ulotki na każde dwa przewody gromadzące szpulki i kontroluje dwa szpilki, aby opłacić się w tym samym czasie. Głowica ulotki można obrócić 360 stopni do woli. Druty w drucie gromadzącym się szpilka są prowadzone przez ulotkę do rurki gwintowanej na wewnętrznej ścianie głównego wału, a następnie przechodzą przez system dystrybucji drutu przy nośnikach wylotowych.
Początek szpulki gromadzących drut jest kontrolowany przez zestaw systemów kół tarcia, które można łączyć lub kontrolować indywidualnie. Każda grupa bobbin gromadzących się drutem ma zestaw powiązanych kontroli hamulców tarczowych, aby zapewnić jakość drutu donoszonego.
Każda klatka jest wyposażona w zestaw urządzenia do przecinania przepływu, a drut jest zawierany do drutu gromadzącego szpulkę klatki przez zewnętrzne wypłaty z przewijania. Druty przewijały się na drut gromadzącym szpulę, są ułożone przez jednostkę przecinającą śrubę z oddzielnym silnikiem. Pochowanie przemieszczania jest kontrolowane przez PLC, które można ustawić i modyfikować na ekranie dotykowym. Wszystkie szpulki gromadzące druty mogą być przewracane jednocześnie lub indywidualnie.
Oddzielny silnik służy do aktywnego spłaty, a drut jest kontrolowany przez niezależny kontroler napięcia. Napięcie można ustawić i modyfikować na ekranie dotykowym. System kontroli napięcia ma funkcję kompensacji napięcia, która może zapewnić stabilne i spójne napięcie od pełnej szpilki do pustej szpulki.
Płyta dystrybucyjna ma urządzenie ochronne z drutu.
Główny wał klatki ma pneumatycznie hamulec tarczowy, który ma duży moment hamowania i niezawodne hamowanie. Każdy drut gromadzący szpilkę jest wyposażony w osobne urządzenie hamulcowe, które współpracuje z silnikiem napiętym, aby zapewnić stabilny wysokość E podczas wyłączania i opóźnienia.
Klatka przyjmuje integralną osłonę ochronną, którą można popchnąć i ciągnąć poziomo, i ma ochronę bezpieczeństwa elektrycznego.
Części komercyjne
1. Główny silnik przyjmuje słynną i dobrej jakości markę.
2. Plc przyjmuje Siemens.
3. AC Drive przyjmuje Danfoss.
4. Ekran dotykowy przyjmuje Siemens.
5. łożysko przyjmuje HRB, ZWZ i LYC.
Wydajność
Przykładając 37-rdzeniową nić aluminiową, efektywność produkcji koncentrycznej maszyny pasmowej jest następująca. Tylko dla odniesienia.
| Produkcja i obliczenie czasu pomocniczego koncentrycznej maszyny do pasmowej (w tym przewijanie, spawanie i pasmo) | |||||||||||||
| Specyfikacje produkcyjne | Liczba szpilków | Poziom (MM) | Prędkość obrotowa (RPM) | Prędkość linii (m/min) | Czas na pełny szpilka (3 przewody) (min) | Czas przewijania pełnego szpulki (3 przewody) (min) | Czas spawania tyłka podczas przewijania (min) | Czas wymagany dla jednego cyklu produkcyjnego w trybie pojedynczym bobbin (H) | Czas wymagany dla jednego cyklu produkcyjnego w trybie podwójnego bobbina (H) | ||||
| Długość pojedynczego drutu (M) | Czas osłaniania (min) | Prędkość przewijania (m/min) | Czas przewijania (min) | Liczba spawania | Czas spawania jednego drutu (min) | Czas spawania (min) | |||||||
| Średnica pojedynczego drutu 2,09 mm | 2 szpulki | 156 | 500 | 78 | 15772 | 202 | 120 | 131 | 12 | 1.5 | 18 | 7.4 | 5.2 |
| 4 szpaki | 166 | 470 | 78 | 15772 | 202 | 120 | 131 | 24 | 1.5 | 36 | |||
| 6 szpilki | 211 | 370 | 78 | 15772 | 202 | 120 | 131 | 36 | 1.5 | 54 | |||
| Średnica pojedynczego drutu 2,34 mm | 2 szpulki | 175 | 500 | 88 | 12582 | 144 | 120 | 105 | 12 | 1.5 | 18 | 5.9 | 4.2 |
| 4 szpaki | 182 | 481 | 88 | 12582 | 144 | 120 | 105 | 24 | 1.5 | 36 | |||
| 6 szpilki | 233 | 376 | 88 | 12582 | 144 | 120 | 105 | 36 | 1.5 | 54 | |||
| Średnica pojedynczego drutu 2,61 mm | 2 szpulki | 195 | 500 | 98 | 10113 | 104 | 120 | 84 | 12 | 1.5 | 18 | 4.9 | 3.5 |
| 4 szpaki | 204 | 478 | 98 | 10113 | 104 | 120 | 84 | 24 | 1.5 | 36 | |||
| 6 szpilki | 260 | 375 | 98 | 10113 | 104 | 120 | 84 | 36 | 1.5 | 54 | |||
| Interpretacja: 1) Prędkość przewijania drutu aluminiowego wynosi 120 m/min, prędkość przewijania drutu miedzianego można zwiększyć do ponad 150 m/min. 2) Liczba spawania oparta jest na drucie na cięciu i zawarciu szpulki przed końcem. 3) Czas spawania opiera się na czasach spawania drucianego wynoszącego 1,5 minuty, co można dostosować zgodnie z rzeczywistym czasem pracy. 4) Czas wymagany dla jednego cyklu produkcyjnego w trybie pojedynczym bobbin = czas przerywnika + czas przewijania (jeden szpulka) + czas spawania 2 szpul + czas spawania 4 szpul + czas spawania 6 szpul. 5) Czas wymagany dla jednego cyklu produkcyjnego w trybie podwójnym bobbin = czas spawania + czas spawania 2 szpul + czas spawania 4 szpul + czas spawania 6 szpul. | |||||||||||||
FAQ
P: Czy mogę odwiedzić twoją fabrykę?
Odp.: Wszyscy klienci z domu i za granicą są ciepło mile widziani w naszej firmie i fabryce.
P: Czy dostarczasz instalację i uruchomienie?
Odp.: Tak, robimy jako następujące:
-Gdy tylko klient poinformował nas, że maszyny są umieszczone we właściwym miejscu, wyślemy zarówno inżynier mechaniczny, jak i elektryczny do uruchomienia maszyny.
-NO TESTOWANIE: Po całkowitym zainstalowaniu maszyny najpierw przeprowadzamy testy bez obciążenia.
-W przypadku testowania obciążenia: Zwykle będziemy mogli wytworzyć 3 różne przewody, aby przeprowadzić testowanie obciążenia.
-Pakceptura raport: Po tym, jak kupujący potwierdzi, że maszyna może osiągnąć wszystkie specyfikacje na podstawie umowy, raport akceptacji zostanie podpisany dla naszego zapisu, że maszyna będzie w okresie gwarancji.
P: Jakie informacje powinienem zaoferować, aby uzyskać od ciebie szczegółowy cytat?
Odp.: W przypadku pojedynczej maszyny: Zwykle musimy znać rozmiar drutu wlotowego, rozmiar drutu wylotowego, aby uzyskać produktywność, spłacić i wymagać rozmiaru, aby wybrać odpowiedni maszyn.
W przypadku nowej instalacji kablowej lub nowej linii produkcyjnej kablowej musimy znać arkusz danych z kabli, który ma zostać wyprodukowany, produktywność, standardy, które należy przestrzegać itp. W celu zaprojektowania wszystkich potrzebnych maszyn.
P: Czy możesz dostarczyć sprzęt pomocniczy wraz z maszynami?
Odp.: Tak, zdecydowanie.
Zapewniliśmy wymiennik ciepła, maszynę do filtrowania proszku miedzi/aluminium, wieżę chłodzącą, chłodnią, sprężarkę powietrza, matrycę, maszynę wskazującą, zimne spawacze, szpulki itp. Z naszymi maszynami.
P: Czy mógłbyś zrobić projekt dla całej rośliny?
Odp.: Tak, to nasza zaleta.
W przypadku wytworzenia arkusza danych kabla, standardowe kable powinny być zgodne z oczekiwaną wydajnością. Nasz inżynier ds. Technologii produkcyjnych i maszyn będzie projektować maszyny produkcyjne, sprzęt testowy, akcesoria, takie jak szpulka, matryce, potrzebne linie i materiały.
P: Skąd mogę poznać status mojego zamówienia?
Odp.: Mamy nasz system OA w zakresie śledzenia produkcji.
W przypadku dowolnego żądania możemy wysyłać zdjęcia i filmy Twojego zamówienia, możemy również użyć FaceTime, aby poinformować Cię o produkcji.
P: Jak pracujesz nad inspekcją przed dostawą?
Odp.: Podczas produkcji przeprowadzimy dynamiczne testy bilansu, testowanie poziomości, testowanie szumów itp.
Po zakończeniu produkcji zwykle przed dostawą bez obciążenia każdego urządzenia. Klienci są mile widziani w inspekcji.
P: Jakie wystawy będziesz uczestniczyć, czy możemy spotkać się na targach?
Odp.: Międzynarodowe targi kablowe Dusseldorf;
WIRE DIRTE South America Fair;
Międzynarodowe targi przewodów i kabli w Szanghaju;
Międzynarodowe targi drutu w Stambule itp.
Targi z Azji Południowo -Wschodniej itp.
Wyślij do nas swoją wiadomość:
-

Automatyczna maszyna do zwijania i wiązania
-

Paruj maszynę do skręcania z backtWist
-

Rurowa maszyna do pasma
-

Stalowa maszyna do zbrojowni do kabli podwodnej
-

Hot Dip Tinning Machine
-

Sztywne dreszcz
-
Automatyczna maszyna do zwijania i wiązania
-
Paruj maszynę do skręcania z backtWist
-
Rurowa maszyna do pasma
-
Stalowa maszyna do zbrojowni do kabli podwodnej
-
Hot Dip Tinning Machine
-
Sztywne dreszcz
-
Automatyczna maszyna do zwijania i wiązania
-
Paruj maszynę do skręcania z backtWist





