


Zimna spawacz






- 1. Wprowadzenie
- 2. Zastosowany materiał
- 3. Klasyfikacja spawania
- 4. Dopasowane umierania i konserwacja
- 5. Parametry techniczne i zalety
Szczegóły produktu
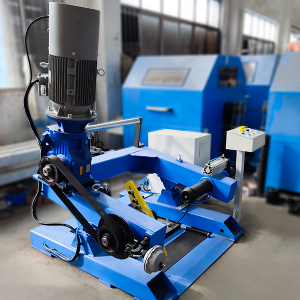
1. Wprowadzenie
Kabel elektryczny jest używany jako łącznik pośredni do podłączenia każdej funkcjonalnej części całego układu elektronicznego. Wszelkie luźne połączenie spawalnicze lub niskiej jakości zagrozi bezpieczeństwem operacji całego systemu. Zimna spawacz jest używany głównie w procesie rysowania drutu.
2. Zastosowany materiał
Zasadniczo zimny spawacz nadaje się do drutów metalowych o niskiej twardości i dobrej plastyczności, takiej jak druty aluminiowe i miedziane (stopowe) druty.
3. Klasyfikacja spawania
Proces spawania jest prosty i łatwy w obsłudze, w tym głównie spawanie zimne i spawanie gorące. Spawanie na zimno jest metodą osiągnięcia spawania w stanie stałym poprzez zastosowanie ciśnienia, aby metalowe odkształcenie plastyczne w temperaturze pokojowej. Przyłożone ciśnienie ogólnie powinno być wyższe niż granica plastyczności materiału, aby odkształcić się o 60%~ 90%.
A gorące spawanie odbywa się wyższa niż temperatura pokojowa między 100 ~ 300 ℃.
Pod zimnym spawaniem tlenek lub inny zanieczyszczenie na powierzchni aluminium i miedzi są zepsute i usuwane pod ciśnieniem.
Powierzchnia wiązania aluminium i miedzi nie wytwarza wady spawania zaspokojenia z topnieniem i zestalaniem, ani stopienie.
Podczas korzystania z gorącego spawania stawy na ogół nie wymaga się czyszczenia przed spawaniem, a temperatura ogrzewania spawania jest niższa niż eutektyczny punkt aluminium i miedzi, a aluminium i materiały podstawy miedzi nie są stopione. W tworzeniu aluminium i miedzi mechanicznej strefy mieszania, zwiększyć ciśnienie w celu poprawy mikrostruktury, może udoskonalić związek i poprawić wytrzymałość stawu.
4. Dopasowane umierania i konserwacja
4.1 Die z zimnego spawacza są wytwarzane przez wysokiej jakości stal i traktuje się przez hartowanie szczepień. Jego twardość wynosi około HRC 56 ~ 60 z cechami małej deformacji i odporności na zużycie. Używając, oprócz wyboru matrycy pasującej do specyfikacji drutu, aby przedłużyć żywotność usług i osiągnąć lepszy wynik spawania, konserwacja jest również bardzo ważna.
4.2 Konieczne jest rozebranie go na części i wytarcia czystą białą szmatką codziennie po użyciu (sugerujemy użycie sprężonego powietrza do wysadzenia brudu wewnątrz matryc), aby zapewnić, że nie ma obcych korpusów w czterech małych blokach, a szpilkę kolumnową nie można zardzewiać. Zwłaszcza na stosunkowo wilgotnych obszarach przybrzeżnych matryce należy spryskiwać smarami, gdy nie są używane przez długi czas, i nie powinny być owinięte wilgotną szmatką, aby zapobiec rdzy.
W przypadku codziennego użytku wystarczy wyczyścić bot oczyszczający bot dowolny smar. Drutowy rowek w matrycy jest bardzo ważny, wyczyść go codziennie, aby zapobiec rdzewieniu drutu. Jeśli podczas okablowania jest olej lub brud, wyczyść go przed okablowaniem.
Jeśli nie został podłączony więcej niż 20 razy, zdejmij w niej matrycę i czystość, kontynuuj.
5. Parametry techniczne i zalety
Zapewniamy ręczny spawacz (LT-10A), spawarka typu (LT-3B, LT-4A) i spawacz typu hydraulicznego (LT-1510B, LT-2013B)
Zakres spawania i materiał zastosowania są następującą tabelą:
| Model | LT-3B | LT-4A | LT-10A | LT-1510B | LT-2013b |
| Zakres drutu (MM) | Cu: φ0,80-φ4,00 | Cu: φ0,80-φ4.20
| Cu: φ0.05-φ0,50 | Cu: φ3-brodząca | Cu: φ5-φ12.5
|
| AL: φ0,80-φ5,50 | Al: φ0,80-φ5.30 Alloy Al: φ1.00-φ4,00 | AL: φ0.07-φ0,50 | AL: φ3-φ15 | AL: φ5-φ18 Alloy Al: φ5-φ9,50 |
Jakość spawania zimnego jest lepsza niż tradycyjna metoda z następującymi zaletami:
(1) Nie ma potrzeby leczenia końców spawania przed spawaniem.
(2) Nie ma potrzeby ogrzewania podczas procesu spawania, nie potrzebne srebrne podkładki spawalnicze, które mogą oszczędzać energię, obniżyć koszty produkcji i przy stosunkowo czystym środowisku pracy.
(3) Spawanie zimne bezpośrednio wkłada przewody do matrycy, operacja jest stosunkowo wygodna i prosta, łatwa do opanowania.
(4) W porównaniu z spawaniem oporowym zimna głowica spawalnicza ma mniejszy błysk, który jest łatwy do usunięcia i gładka.
(5) Na strefie spawalniczej nie ma strefy spawalniczej na zimnej głowicy spawalniczej i strefy zmiękczania i kruchej metalowej mezofazy. Dlatego staw ma doskonałe właściwości, takie jak przewodność i odporność na korozję.
(6) Złącze jest wzmacniane z powodu deformacji i utwardzania podczas spawania zimnego. Siła spawanego złącza nie powinna być niższa niż materiał podstawowy.
FAQ
P: Czy mogę odwiedzić twoją fabrykę?
Odp.: Wszyscy klienci z domu i za granicą są ciepło mile widziani w naszej firmie i fabryce.
P: Czy dostarczasz instalację i uruchomienie?
Odp.: Tak, robimy jako następujące:
-Gdy tylko klient poinformował nas, że maszyny są umieszczone we właściwym miejscu, wyślemy zarówno inżynier mechaniczny, jak i elektryczny do uruchomienia maszyny.
-NO TESTOWANIE: Po całkowitym zainstalowaniu maszyny najpierw przeprowadzamy testy bez obciążenia.
-W przypadku testowania obciążenia: Zwykle będziemy mogli wytworzyć 3 różne przewody, aby przeprowadzić testowanie obciążenia.
-Pakceptura raport: Po tym, jak kupujący potwierdzi, że maszyna może osiągnąć wszystkie specyfikacje na podstawie umowy, raport akceptacji zostanie podpisany dla naszego zapisu, że maszyna będzie w okresie gwarancji.
P: Jakie informacje powinienem zaoferować, aby uzyskać od ciebie szczegółowy cytat?
Odp.: W przypadku pojedynczej maszyny: Zwykle musimy znać rozmiar drutu wlotowego, rozmiar drutu wylotowego, aby uzyskać produktywność, spłacić i wymagać rozmiaru, aby wybrać odpowiedni maszyn.
W przypadku nowej instalacji kablowej lub nowej linii produkcyjnej kablowej musimy znać arkusz danych z kabli, który ma zostać wyprodukowany, produktywność, standardy, które należy przestrzegać itp. W celu zaprojektowania wszystkich potrzebnych maszyn.
P: Czy możesz dostarczyć sprzęt pomocniczy wraz z maszynami?
Odp.: Tak, zdecydowanie.
Zapewniliśmy wymiennik ciepła, maszynę do filtrowania proszku miedzi/aluminium, wieżę chłodzącą, chłodnią, sprężarkę powietrza, matrycę, maszynę wskazującą, zimne spawacze, szpulki itp. Z naszymi maszynami.
P: Czy mógłbyś zrobić projekt dla całej rośliny?
Odp.: Tak, to nasza zaleta.
W przypadku wytworzenia arkusza danych kabla, standardowe kable powinny być zgodne z oczekiwaną wydajnością. Nasz inżynier ds. Technologii produkcyjnych i maszyn będzie projektować maszyny produkcyjne, sprzęt testowy, akcesoria, takie jak szpulka, matryce, potrzebne linie i materiały.
P: Skąd mogę poznać status mojego zamówienia?
Odp.: Mamy nasz system OA w zakresie śledzenia produkcji.
W przypadku dowolnego żądania możemy wysyłać zdjęcia i filmy Twojego zamówienia, możemy również użyć FaceTime, aby poinformować Cię o produkcji.
P: Jak pracujesz nad inspekcją przed dostawą?
Odp.: Podczas produkcji przeprowadzimy dynamiczne testy bilansu, testowanie poziomości, testowanie szumów itp.
Po zakończeniu produkcji zwykle przed dostawą bez obciążenia każdego urządzenia. Klienci są mile widziani w inspekcji.
P: Jakie wystawy będziesz uczestniczyć, czy możemy spotkać się na targach?
Odp.: Międzynarodowe targi kablowe Dusseldorf;
WIRE DIRTE South America Fair;
Międzynarodowe targi przewodów i kabli w Szanghaju;
Międzynarodowe targi drutu w Stambule itp.
Targi z Azji Południowo -Wschodniej itp.
Wyślij do nas swoją wiadomość:
-

Wielopiele pasywne
-

Maszyna do recyklingu drutu miedzianego
-

Maszyna do oznaczania laserowego kablowego
-

Maszyna oznaczania laserowego rurowego
-

Filtr emulsja miedzi
-
Linia przewijania typu wspornikowego
-
Wielopiele pasywne
-
Maszyna do recyklingu drutu miedzianego
-
Maszyna do oznaczania laserowego kablowego
-
Maszyna oznaczania laserowego rurowego
-
Filtr emulsja miedzi
-
Linia przewijania typu wspornikowego
-
Wielopiele pasywne
-
Maszyna do recyklingu drutu miedzianego





