آلة تجديل متحدة المركز







تفاصيل المنتج
1. تفاصيل الإنتاج
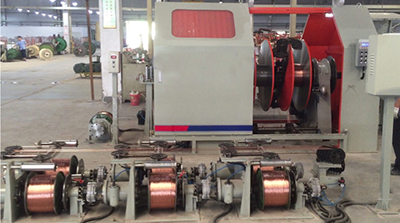
آلة التجديل متحدة المركز هي نوع جديد من آلات التجديل عالية السرعة، تستخدم بشكل أساسي للتجديل والسحب والضغط لخيوط النحاس الكبيرة الطول، حبلا الألومنيوم، حبلا سبائك الألومنيوم والموصلات الدائرية الأخرى، ويمكن استخدامها أيضًا للتجديل / اللف المسبق و الضغط على موصل على شكل قطاع.
يمكن لآلة التجديل متحدة المركز أن تحل محل آلة التجديل الصلبة لبعض المواصفات والموديلات.
لديها وضعين للتكوين: وضع المكوك الفردي ووضع المكوك المزدوج.
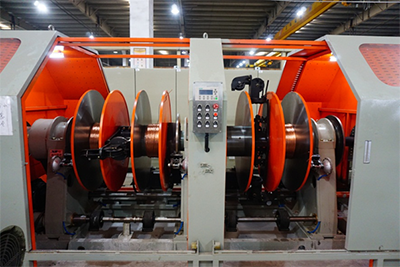
تم تجهيز وضع المكوك الفردي ببكرة تراكم سلكية واحدة. بعد الانتهاء من عملية تجديل السلك الموجود على المكوك المتراكم، يجب إعادة لف السلك على المكوك. في هذا الوضع، لا يمكن إجراء عملية إعادة اللف وعملية التجديل في نفس الوقت، ويتم تقليل كفاءة الإنتاج، ولكن يتم تقصير طول المعدات، وتقليل التكلفة.
تم تجهيز وضع المكوك المزدوج ببكرتين متراكمتين من الأسلاك. عندما يتم استخدام بكرة تجميع الأسلاك في عملية الدفع والتجديل، يتم إعادة لف السلك الآخر. في هذا الوضع، يتم تنفيذ عملية إعادة اللف وعملية التجديل في نفس الوقت، وتكون كفاءة الإنتاج عالية.
2. الميزات
1. إن رف الدفع لديه قدرة تراكم كبيرة ومناسب لجدل الموصلات المفردة ذات الطول الكبير.
2. لأن القفص يعتمد هيكل متحد المركز، فإن سرعة الدوران عالية، وسرعة الالتواء سريعة، مما يحسن كفاءة الإنتاج.
3. تم دمج المكوك في المعدات، ليست هناك حاجة لتحميل أو تفريغ المكوك، مما يقلل بشكل كبير من كثافة اليد العاملة للعمال.
4. باستخدام طريقة الجدل لإطلاق أسلاك متعددة، يمكن لكل بكرة تحرير ثلاثة أسلاك أو أكثر. تتميز المعدات بهيكل مدمج وتوفر مساحة الأرضية.
5. يتم دفع المردود والسحب لبكرة تراكم الأسلاك بواسطة محرك سيرفو AC منفصل، يتم التحكم فيه عن طريق تحويل التردد، ويكون التوتر مستقرًا ودقيقًا وقابلًا للتعديل.
6. إنها تمتلك هيكل مدمج ومعقول مع أجزاء أقل إهتراء، لذلك تقلل من تكلفة الصيانة.
7. ضوضاء أقل. صديقة للبيئة.
3. المعلمات التقنية
| قطر السلك المفرد (مم) | نحاس | 1.5 ~ 4.5 |
| الألومنيوم | 1.8 ~ 5.0 | |
| سبائك الألومنيوم | 1.5 ~ 4.5 | |
| سرعة الدوران (دورة في الدقيقة) | ماكس.500 | |
| سرعة الخط (م/دقيقة) | الحد الأقصى 120 | |
| سرعة خط اللف (م/دقيقة) | ماكس.200 | |
المكونات الرئيسية

يتكون خط الإنتاج بشكل أساسي من الدفع المركزي من نوع العمود النهائي (أو الدفع المركزي لللف)، والدفع من نوع اللف وإعادة اللف (أو الدفع من نوع البكرة)، والقفص، وحامل قالب إغلاق الأسلاك، وعداد العدادات ، كابستان العجلة المزدوجة، تناول البوابة، نظام التحكم الكهربائي، الغطاء الواقي، سياج الأمان والمكونات الأخرى.
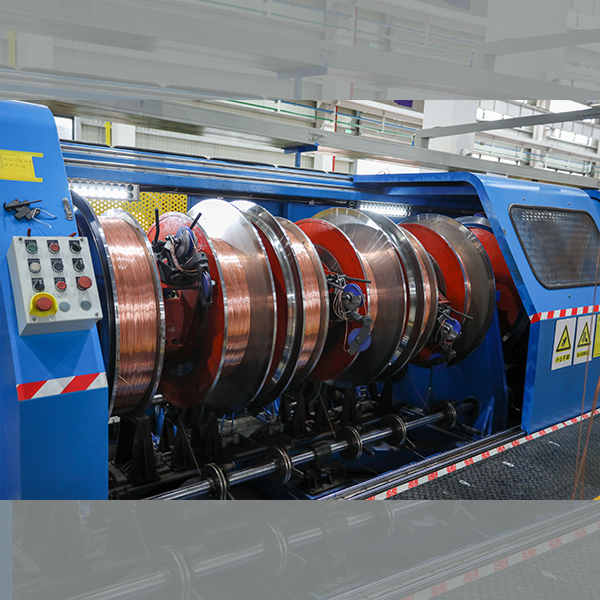
1. دفع نوع اللف وإعادة اللف

يتكون من إطار القفص، مجموعة عجلة القيادة، جهاز التحكم في التوتر، إلخ.
يتم توزيع سلال الدفع على جانبي إطار القفص، ويتم تجميع السلك المفرد إلى جهاز تغذية السلك النشط من خلال عجلة التوجيه. يمكن التحكم في شد الدفع ميكانيكيًا، وهو قابل للتعديل يدويًا. يتم إعادة لف الأسلاك إلى لوحة تراكم الأسلاك من خلال نظام توجيه الأسلاك.
يتكون إطار القفص من أنابيب مربعة ملحومة، مع منصة خيوط سلكية وسياج أمان.
مجهزة بسلالم أمان لسهولة ربط الأسلاك.
يمكن أيضًا استخدام مكافأة إعادة اللف من نوع البكرة.
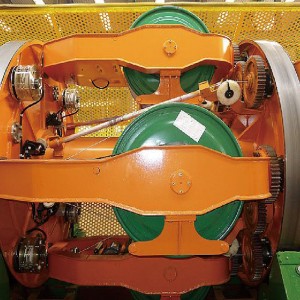
2. القفص
القفص عبارة عن هيكل من النوع متحد المركز (يتزامن مركز بكرة الدفع مع مركز دوران القفص)، ويتكون من دعامات المحامل الأمامية والخلفية، ونظام النشرة، ونظام بكرة تراكم الأسلاك، ونظام توزيع الأسلاك. القفص، بكرة تجميع الأسلاك ونظام العبور كلها مدفوعة بمحركات تحويل التردد المستقلة.
يتم سحب الأسلاك من النشرة المثبتة بين بكرتين. يشترك القفص في مجموعة من النشرات لكل بكرتين متراكمتين من الأسلاك، ويتحكم في البكرتين للدفع في نفس الوقت. يمكن تدوير رأس النشرة 360 درجة حسب الرغبة. يتم توجيه الأسلاك الموجودة في بكرة تجميع الأسلاك بواسطة النشرة إلى أنبوب الخيوط الموجود على الجدار الداخلي للعمود الرئيسي، ومن ثم تمر عبر نظام توزيع الأسلاك عند دعامات المخرج للتجديل.
يتم التحكم في بداية بكرة تراكم الأسلاك من خلال مجموعة من أنظمة عجلة الاحتكاك، والتي يمكن ربطها أو التحكم فيها بشكل فردي. تحتوي كل مجموعة من بكرات تجميع الأسلاك على مجموعة من أدوات التحكم في فرامل القرص المرتبطة لضمان جودة السلك المجدولة.
تم تجهيز كل قفص بمجموعة من أجهزة إعادة اللف، ويتم إعادة لف السلك إلى بكرة السلك المتراكمة في القفص من خلال سداد اللف الخارجي. يتم ترتيب لف الأسلاك على بكرة تراكم الأسلاك من خلال وحدة اجتياز لولبية بمحرك منفصل. يتم التحكم في درجة العبور بواسطة PLC، والذي يمكن ضبطه وتعديله على شاشة اللمس. يمكن إعادة لف جميع بكرات الأسلاك المتراكمة في وقت واحد أو بشكل فردي.
يتم استخدام محرك منفصل للدفع بشكل فعال، ويتم التحكم في السلك بواسطة جهاز التحكم المستقل في التوتر. يمكن ضبط التوتر وتعديله على شاشة اللمس. نظام التحكم في التوتر لديه وظيفة تعويض التوتر، والتي يمكن أن تضمن التوتر المستقر والمتسق من البكرة الكاملة إلى البكرة الفارغة.
تحتوي لوحة التوزيع على جهاز حماية من انقطاع الأسلاك.
يحتوي العمود الرئيسي للقفص على فرامل قرصية تعمل بالهواء المضغوط، والتي تتميز بعزم دوران كبح كبير وفرامل موثوقة. تم تجهيز كل بكرة تجميع الأسلاك بجهاز فرامل قرصية منفصل، والذي يتعاون مع محرك التوتر لضمان درجة حرارة ثابتة أثناء إيقاف التشغيل والتباطؤ.
يعتمد القفص على غطاء واقي متكامل، يمكن دفعه وسحبه أفقيًا، كما أنه يتمتع بحماية السلامة الكهربائية.
الأجزاء التجارية
1. المحرك الرئيسي يعتمد العلامة التجارية الشهيرة وذات الجودة العالية.
2. PLC يعتمد شركة Siemens.
3. محرك التيار المتردد يعتمد Danfoss.
4. شاشة اللمس تعتمد شركة Siemens.
5. المحمل يعتمد HRB، ZWZ و LYC.
إنتاجية
بأخذ أسلاك الألمنيوم ذات 37 قلب كمثال، فإن كفاءة الإنتاج لآلة الجدل متحدة المركز هي كما يلي. فقط للإشارة.
| الإنتاج وحساب الوقت المساعد لآلة الجدل متحدة المركز (بما في ذلك اللف واللحام والجدل) | |||||||||||||
| مواصفات الإنتاج | عدد البكرات | يقذف (مم) | سرعة الدوران (دورة في الدقيقة) | سرعة الخط (م/دقيقة) | وقت تجديل البكرة الكاملة (3 أسلاك) (دقيقة) | وقت اللف للمكوك الكامل (3 أسلاك) (دقيقة) | وقت اللحام بعقب عند اللف (دقيقة) | الوقت اللازم لدورة إنتاج واحدة في وضع المكوك الفردي (ح) | الوقت اللازم لدورة إنتاج واحدة في وضع المكوك المزدوج (ح) | ||||
| طول السلك الواحد (م) | وقت الجدال (دقيقة) | سرعة اللف (م/دقيقة) | وقت اللف (دقيقة) | عدد اللحام | زمن اللحام لسلك واحد (دقيقة) | وقت اللحام (دقيقة) | |||||||
| قطر سلك واحد 2.09 ملم | 2 بكرات | 156 | 500 | 78 | 15772 | 202 | 120 | 131 | 12 | 1.5 | 18 | 7.4 | 5.2 |
| 4 بكرات | 166 | 470 | 78 | 15772 | 202 | 120 | 131 | 24 | 1.5 | 36 | |||
| 6 بكرات | 211 | 370 | 78 | 15772 | 202 | 120 | 131 | 36 | 1.5 | 54 | |||
| قطر سلك واحد 2.34 ملم | 2 بكرات | 175 | 500 | 88 | 12582 | 144 | 120 | 105 | 12 | 1.5 | 18 | 5.9 | 4.2 |
| 4 بكرات | 182 | 481 | 88 | 12582 | 144 | 120 | 105 | 24 | 1.5 | 36 | |||
| 6 بكرات | 233 | 376 | 88 | 12582 | 144 | 120 | 105 | 36 | 1.5 | 54 | |||
| قطر سلك واحد 2.61 ملم | 2 بكرات | 195 | 500 | 98 | 10113 | 104 | 120 | 84 | 12 | 1.5 | 18 | 4.9 | 3.5 |
| 4 بكرات | 204 | 478 | 98 | 10113 | 104 | 120 | 84 | 24 | 1.5 | 36 | |||
| 6 بكرات | 260 | 375 | 98 | 10113 | 104 | 120 | 84 | 36 | 1.5 | 54 | |||
| تفسير: 1) سرعة إعادة لف سلك الألمنيوم هي 120 متر/دقيقة، ويمكن زيادة سرعة لف سلك النحاس إلى أكثر من 150 متر/دقيقة. 2) يعتمد عدد اللحام على قطع السلك الموجود على المكوك وإعادة لفه قبل الانتهاء من تجديله. 3) يعتمد وقت اللحام على وقت لحام السلك الذي يبلغ 1.5 دقيقة، والذي يمكن تعديله وفقًا لوقت التشغيل الفعلي. 4) الوقت اللازم لدورة إنتاج واحدة في وضع المكوك الفردي = وقت التجديل + وقت الترجيع (مكوك واحد) + وقت اللحام 2 بكر + وقت اللحام 4 بكرات + وقت اللحام 6 بكرات. 5) الوقت اللازم لدورة إنتاج واحدة في وضع المكوك المزدوج = وقت الجديل + وقت اللحام 2 بكر + وقت اللحام 4 بكرات + وقت اللحام 6 بكرات. | |||||||||||||
التعليمات
س: هل يمكنني زيارة المصنع الخاص بك؟
ج: نرحب ترحيبا حارا بجميع العملاء من الداخل والخارج لزيارة شركتنا ومصنعنا.
س: هل تقومون بتوريد التركيب والتشغيل؟
ج: نعم نقوم بالآتي:
- بمجرد أن يبلغنا العميل بأن الماكينات قد تم وضعها في المكان الصحيح، سوف نقوم بإرسال مهندس ميكانيكي وكهربائي لبدء تشغيل الماكينة.
-اختبار عدم التحميل: بعد تثبيت الماكينة بالكامل، نقوم بإجراء اختبار عدم التحميل أولاً.
-اختبار الحمل: عادة يمكننا إنتاج 3 أسلاك مختلفة لإجراء اختبار الحمل.
-تقرير القبول: بعد أن يؤكد المشتري أن الآلة يمكنها الوصول إلى جميع المواصفات المنصوص عليها في العقد، سيتم التوقيع على تقرير القبول لسجلنا بأن الآلة ستكون في فترة الضمان.
س: ما هي المعلومات التي يجب أن أقدمها للحصول على عرض أسعار مفصل منك؟
ج: بالنسبة للآلة الواحدة: عادةً ما نحتاج إلى معرفة حجم سلك الإدخال وحجم سلك المخرج المراد إنتاجه والإنتاجية والسداد والحجم لاختيار الآلة المناسبة.
بالنسبة لمصنع الكابلات الجديد أو خط إنتاج الكابلات الجديد، نحتاج إلى معرفة ورقة بيانات الكابلات التي سيتم إنتاجها، والإنتاجية، والمعايير الواجب اتباعها، وما إلى ذلك لتصميم جميع الآلات اللازمة.
س: هل يمكنك توفير المعدات المساعدة مع الآلات؟
ج: نعم بالتأكيد.
لقد قمنا بتوريد مبادل حراري، آلة تصفية مسحوق النحاس / الألومنيوم، برج التبريد، المبرد، ضاغط الهواء، قوالب السحب، آلة التأشير، اللحام البارد، البكرات وما إلى ذلك مع أجهزتنا.
س: هل يمكنك القيام بالتصميم للمصنع بأكمله؟
ج: نعم، هذه هي مصلحتنا.
مع ورقة بيانات الكابلات التي سيتم إنتاجها، يجب أن تتبع الكابلات القياسية والإنتاجية التي تتوقعها. سيقوم مهندسنا المختص بتكنولوجيا الإنتاج والآلات بتصميم آلات الإنتاج ومعدات الاختبار والملحقات مثل البكرات والقوالب وخطوط اللف والمواد اللازمة.
س: كيف يمكنني معرفة حالة طلبي؟
ج: لدينا نظام الزراعة العضوية الخاص بنا لتتبع الإنتاج.
بالنسبة لأي طلبك، يمكننا إرسال صور ومقاطع فيديو لطلبك، كما يمكننا استخدام FACETIME لإعلامك بالإنتاج.
س: كيف تعمل على التفتيش قبل التسليم؟
ج: سنقوم بإجراء اختبار التوازن الديناميكي، واختبار الاستواء، واختبار الضوضاء، وما إلى ذلك أثناء الإنتاج.
بعد الانتهاء من الإنتاج، عادةً ما نقوم بالتشغيل بدون تحميل لكل آلة قبل التسليم. نرحب بالعملاء لحضور التفتيش.
س: ما هي المعارض التي ستحضرها، هل يمكننا أن نلتقي في المعرض؟
ج: معرض دوسلدورف الدولي للأسلاك والكابلات؛
معرض أمريكا الجنوبية للأسلاك؛
المعرض الدولي للأسلاك والكابلات في شنغهاي؛
معرض اسطنبول الدولي للأسلاك، الخ.
سلك معرض جنوب شرق آسيا، الخ.