

1. Preface
With the rapid development of coummunicate industry as well as huge investiment on infrastructure. People now need more intelligent optic fiber production equipments to improve works efficiency and performance.
Armouring technology is one necessary and efficient method to ensure the optic cable communication performance in the long run. Now mostly used material is Steel(Aluminum) tape, which and strengthen the cable and extend the service life. This Method can prevent mechanical damage from outer running enviroment and wild animals and plants. It also has anti-moisture, anti-chemical and anti-thunder function.
There are two main armouring technology, one is radical armouring, the other one is longitudinal roller tubing. The latter one now is widely used, because it has the following advantages: High production efficiency, reduce cable weight, and improve flexibility of optic cable.
At the beginning of 1999, we take the advanced production technology then design one new ZB04 type Steel(Aluminum )tape longitudinal tubing device. This device is considered as one new generation equipments on all parameters, apperance, structure and crafts.
2. Structure Features
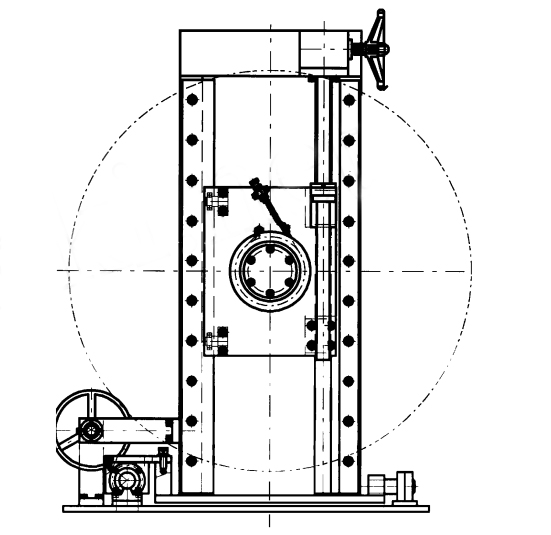
New ZB04 type longitudinal device consists of four parts:pay-off equipment, accumulator, Embossing and forming. As picture 1 shows:

Picture 1: ZB04 steel (aluminum) with longitudinal package device
Pay-off device takes passive releasing method with dual plates and individual double cage. The central height of the plates and production line can be adjusted. Pneumatic Clamping. The structure is complicated but it is easy to upload plates. Whole units has beautiful appearance.
Accumulator takes plexiglass container body, single hand wheel to adjust tape width. Tape feeding is automatic controlled, pneumatic clamping. Tape out is controlled by tension with Magnetic Powder brake. At the bottom of the device is equipped with belt type feed equipment.
Embossing device takes active and passive roll. Upper roll position is flexible to control the pressure by Spring. Below roll is active type carry on the uppper one. Tape feeding spot has straightening function.Out spot using tension dancer. This structure is simple and low cost.
Forming device can switch the die mould, either use traditional die or roller die. Since it is main function part, has low standard on precision, after changing the cable, just need to change the mould follow.
3 Technical Principles
3.1 Pay-off device
Pay off device is to control the tape tension, then the tape feeds in fixed speed. The structure needs to ensure it’s easy to upload and take off the spools. Fast to set clamping device. The tension is stable and can be stepless adjusted. You can refer the drawing as picture 2. It consists of Cabinet body, base, up and down moving part and clamping die. When needs to upload plates, can use the wheel to up and down the seat to suitable position so that the plates can be settled. Central height of the tape and production line can be adjusted to match by handling mobile box. Clamping is driven by cynlinder film. While clamping , air comes into cylinder and push the rod connected with structural bock with six clamping strips on it. The strips move in radical direction to fix the tape plate. Since the tape’s tension is finally decided by embossing device, therefore the tension control is not very strict, usually we use 2 leather strip and friction plates to generate tension together with Spring device to adjust the tension.
Picture 2: Pay-off Device
3.2 Tape Accumulator
Tape Accumulator is one important part of the longitudinal tubing device, it is used to ensure the production line can keep running while switching plates. So there’s some requirements on the device:
1) Storage Length must meet the time requirements on Steel(Aluminum) welding. L(storage)>= V(t). L(storage) means normal legth of the accumulator, V means the line speed while welding,, t means welding time.
2) While switching the plates, the accumulator can automatic works.
3) While Accumulator feeding, tape must be neatly placed and running smoothly.
4) Tape feeding with fixed tension then the embossing effect is guaranteed.
According to above requirements, we design the structure as picture 3 shows, while switching plates, there’s one ac motor drive active roll, then the cylinder works to make passive roll up and down, start accumulating.
The gap between two panel is adjusted by screw functional parts, driven by handle wheel to promise the gap is reasonable so that the tape is neatly placed. At the bottom of the cabinet, there’s auxiliary feed device to avoid tape squirring and crossing problem. Out pot use 5 groups parallel guide wheel, there’s one big wheel in them coated friction material. Big wheel axis is connected with magnetic powder brake to make sure the tape feeding in fixed tension.
3.3 Embossing device
Embossing device is the important and necessary method to guarantee the tape’s stength. Embossing effect will influence the cable charge ability and flexibility. Embossing device not only have to ensure the tape has good wave shape, but also to make sure the tape jointer pass roller fluently. The device is showing as picture 4. It consists of upper roller, down roller, synchronous wave rod, straighten device and cabinet. Upper roller use flexiable floating technology by 2 springs. Down roller is active type driven by AC frequency motor. The waving rod control the tape with certain tension, at the same time, the voltage meter to ensure the embossing speed equal to production speed. The embossing wave is the very important parameter of the production crafts. We take use of stepless linear wave which can avoid the damage from sharp pointer.
3.4 Shaping device
Shaping is the final step of longitudinal tubing. OPC moisture and stretch is closely
Influenced by shaping. It used trumpet type die for shaping which has lots of disadvantages, because there’s hard friction between tape and the dies then production speed becomes slower. Also the optic fiber core will bear strength, it will costs more while running. To avoid this, now people use pairs of rollers for shaping, it is group of roller to force the tape shaping what we need. Picture 5 is the structure. It consists of base and dies two main parts. To adapt to requirements of fast switching dies. There are four screws between base and die mould, so we just need to disasseble the mould to change dies. We use different moulds according to different sizes of OPC cores. Smaller cores need 7 pairs rollers, larger core need 9-11 pairs rollers. Larger the core, wider the tape, harder for shaping. Increase numbers of the rollers can decrease the friction and bearing strength. All rollers can be divided to these types: direction roller, cage roller, pre-shape roller, charge roller, final diameter roller and mould. The group has the following features:
1) Pre-shaping can make both of tape edges charge strength averally.
2) The rollers’ shaping through is designed reasonable, fluent, less-friction and relative stretch.
3) No inner roll sign from edges
4) High production speed, max is 100m/min. Besides, for some special optic fiber cable, we can use trumpet structure die to switch completely.
4. Advanced Technology
ZB04 type steel(Aluminum) tape longitudinal tubing device main features is the linear opening embossing wave and roller type shaping with high speed and quality.
4.1 Embossing quality
Main parameters of embossing crafts are: No of embossing waves per certain length, depth and shape. There should be one minimum depth, if embossing depth less than this minimum value, then the cable’s flexibility is influenced. Based on experiment, the min value is approximately 0.45 mm. Only if the depth is bigger than this min value, the flexibility can be improved along with embossing depth. And it won’t hard for shaping. The depth is closely decided by the wave number, generally there should be 14 waves per length 0.0254m. And max depth is 0.7mm. The Smaller cable diameter, the depth as well. But can not less than 0.45mm. different roller can produce different quality armouring optic fiber cable. Good embossing wave is sin mathmetic wave, but it’s knife is very hard to produce, so it is replaced with linear opening type.
This embossing device us 0.6 mould linear roller. Max teeth depth is 1.35mm, Max wave depth is 0.8mm. Approximately 14 waves per 0.0254m, totally qualified for requirements. Reminder: every 2km tape goes out, then we have to welding a jointer which thickness is around 0.4 mm. While the jointer go through rollers, if the roller’s central height is fixed, then it will damage the tape. So the rollers must be floatable. Our device use spring floating then can adjust the spring strength manually to meet production needs.
4.2 Roller Shaping
After steel embossing, there’s one certain depth.But actual depth may become lower along with production steps. This is caused by too much friction on the tape. If the embossing wave is pressure to flat, then the tape function is not very useful.
Covering material on the tape is tightly connected with the optical fiber. If there’s sharp point while going through mould, the connection is damaged. Cable quality is also damaged. Besides, with the production speed increasing, friction strength becomes higher. Damage becomes higher and higher. This situation is the strict standard on whole production line speed. At the same time, droping cover materials is accumulated at the final-diameter die, if the mould is blocked, this may cause cable break down. So to reduce the friction between the tape and mould is one efficient way to produce production crafts and speed. Roller strength is much smaller than friction strength, after changing the shaping die from trumpet type to roller type, the friction is reduced in large scale. Production speed up to 80m/min, testing speed is up to 100 m/min without load. And the material won’t drop a little. Completed cable has perfect fluent appearance.
5.Ending
ZB04 type steel(Aluminum) tape longitudinal tubing device is new generation equipment with high automatic technology. This device plays important role in improve production speed of cable sheathing line.