

With the continuous expansion of the power grid, the application of high-voltage cross-linked polyethylene insulated power cables (hereinafter referred to as high-voltage cables) is also increasing, and the metal wrinkle sheath in them is also attracting more and more attention. The metal wrinkled aluminium sheath in high-voltage cables has the role of bearing the short-circuit current of the cable, radial waterproofing and resistance to lateral pressure, and the current production process has a longitudinal package welding type (argon arc welding) and continuous extrusion package and other two types.
This paper mainly discusses the use of new extruded aluminum forming equipment (hereinafter referred to as extruded aluminum machine) extruded aluminum sheathing process. Extrusion machine is different from the aluminum press, it is the aluminum rod through the extrusion machine head in the molten state of high temperature extrusion molding, in addition, the extrusion machine equipment is not as large as the aluminum press, the production site is also relatively neat.
1 The process of extruding aluminium sheathing
1.1 Extruded aluminium sheathing process (see Figure 1)
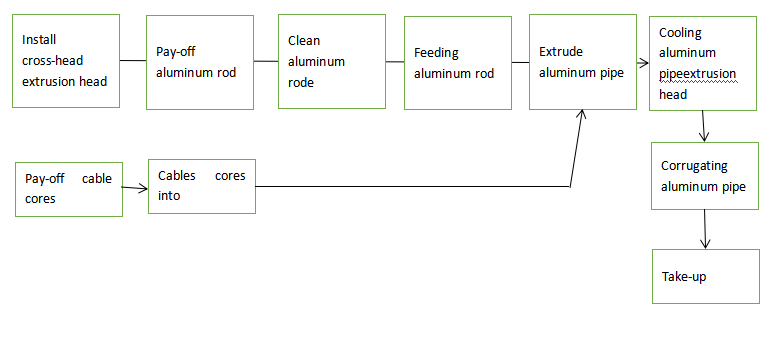
(Figure 1)
1. 2 extruded aluminium sheathing work characteristics with extrusion machine extrusion aluminium sheathing principle of work is the aluminum rod through the high temperature of 500 °C or more to molten or semi-molten state, by extrusion machine extruded into aluminum tube wrapped in insulated wire core. Many people will compare the aluminium extruder with the extruder, but in fact there is very little in common between the two. At present, the eccentricity of an aluminium extruder cannot be adjusted online once it has been installed, which requires the eccentricity to be adjusted at the time of installation. The earliest aluminium extruders had their take-up and pay-off and rolling pattern machines linked and synchronised, and any problem with one of these could lead to downtime. However, many manufacturers have now made improvements so that these two auxiliary devices can act independently, avoiding linkage downtime.
1. 2. 1 Requirements for aluminium rods and cleaning
(1) Requirements for aluminium rods. The aluminium rods are available in diameters of 12. 0 mm and 15. 0 mm, produced by continuous casting and rolling, with a resistivity of not more than 0. 02785 Ω.mm2 /m at 20 °C, a tensile strength of 80 to 95 MPa and an elongation of not less than 12%. The aluminium rods can be cold pressed and welded together, but the joints must be polished smooth and rounded. The cleanliness of the surface of the aluminium rod is very important and will directly affect the quality of the extrusion of the aluminium tube. The surface of the aluminium rod should be free from defects such as grease, frayed edges, mis-rounding, cracks, inclusions, kinks and other defects that are harmful to use, mechanical abrasions, scars, pits, skinning or flying edges that can retain dust and other unclean substances. The aluminium rods produced by continuous casting and rolling should be neatly arranged and in pans or bundles, but all must ensure that they can be easily discharged; if a broken line occurs during the start-up process, continuous extrusion of the aluminium tubes cannot be guaranteed.
(2) Requirements for cleaning of aluminium rods. The cleaning of the aluminium rod is mainly to ensure that the quality of the aluminium rod into the extrusion machine, cleaning is mainly used in the ultrasound in the cleaning box with acid, alkaline solution and water to clean the impurities on the surface of the aluminium rod. The general cleaning sequence is lye tank - lye tank - clear water tank - acid tank - clear water tank. In order to achieve better cleaning results, all the tanks are equipped with heating devices and the temperature of the acid, lye and cleaning water must be heated up to 70°C before starting the machine and maintained at this temperature throughout the production process. The concentration of the acid and alkali solution has a great influence on the effect of aluminium rod cleaning. The general requirement is that the concentration of the alkali solution must be 30% and the acid solution 3% (both by weight). Usually, the higher the concentration, the faster the reaction speed and the speed of precipitation of impurities. As the concentration of acid and alkali decreases with time, add acid and alkali as appropriate according to the concentration test results.
1. 2. 2 Assembly of the head of the aluminium extruder
The head of an aluminium extruder is a cross head and must be assembled successfully in one go. The most important link is the assembly of the die core sleeve, so it is vital to adjust the position of the die core sleeve. Once the die core sleeve is assembled, the only way to verify the success of the assembly is to wait for the aluminium tube to be extruded, and it is very difficult to adjust the roundness and uneven thickness during the extrusion process. Often, the extruded aluminium tubes are sometimes out of round (flat or oval) and eccentric (uneven thickness). From experience, the key to the assembly of the die core and die sleeve is the gap between the two
and the length of the sizing band. The gap between the die core and the die sleeve (top, bottom, left and right) is mainly adjusted by eight positioning nuts, which must ensure that the core maintains the same gap between top, bottom, left and right, which determines the eccentricity of the extruded aluminium tube; the length of the sizing band determines the roundness of the extruded aluminium tube. The extruded aluminium tubes are more rounded. In short, the internal pressure of the extrusion is reduced as much as possible.
The extrusion results are usually better with smaller sizing bands.
1. 3 Preparation of extruded aluminium sheaths and their auxiliary equipment
(1) extruded aluminium sheathing in the start of the preparatory work. Before starting the extrusion machine must be heated to 500-525 °C, the temperature is too high or too low for the extrusion of aluminium tubes. Although the head of the aluminium extruder is equipped with a heater, it must still be strictly controlled, usually with a heating time of 2 h and a holding time of 0. 5 h.
(2) Auxiliary equipment. Auxiliary equipment mainly refers to the rolling machine. Rolling machine in the production process must be synchronized with the extrusion machine operation. Usually, when the aluminum extrusion machine start rolling machine also began to move, when the aluminum rod extrusion is completed, the rolling machine must continue to work independently until the core is completely rolled before stopping, that is to say, the rolling machine both with the aluminum extrusion machine linkage, but also on the basis of linkage to work independently. Rolling depth and pitch mainly depends on the eccentric amount of the rolling knife, whether the standard requirements can be met is the key to rolling knife (also known as rolling ring) control.
2 Aluminum extrusion machine and argon arc welding comparison of the characteristics of the two processes
2. 1 Comparison of aluminium tube production process
Argon arc welding aluminum sheathing process and the above extrusion of aluminum sheathing processing
Process is completely different, its use of uniform thickness of aluminum plate, by cleaning, precision cutting, longitudinal package, argon arc welding, online detection, rolling grain process to achieve. The TIG welding process is carried out under the protection of argon and helium, with the aluminium plate as the negative electrode and the tungsten electrode as the positive electrode, by means of low voltage and high current. The tungsten tip is only 2 mm in diameter and is continuously blown by the protective gas to the weld joint, which quickly takes away the heat and allows the weld area to cool evenly and quickly, so that the cable structure is not adversely affected and at the same time
high temperature oxidation of the aluminium sheath is also avoided.
2.2 Comparison of weld seam and no weld seam argon-arc welding wrinkle aluminium sheath because of the existence of weld seam, many people think that the weld seam is easy to crack, and the width of the weld seam, thin thickness, strength at the weld are worried, and extrusion package aluminium sheath using extrusion process, so there is no weld seam worry; but the extrusion process is easy to appear aluminium sheath extrusion thickness is not uniform, and argon-arc welding process is to uniform thickness of the prefabricated cold-rolled aluminium plate Welding, aluminum sheath thickness error is only 0. 08 mm or so; Secondly, the process of extrusion of aluminum sheath if the extrusion temperature and extrusion speed control is not appropriate, as well as the extrusion of uneven thickness of aluminum tube, the extrusion process will produce sheath cracking, sand eyes and other defects, while the argon arc welding process is rare such problems.
2. 3 Comparison of bending performance
The aluminium sheath formed by the argon arc welding process will inevitably produce defects such as missed welds and will need to be patched in time, thus forming an intersection of patched and non-patched welds. Once the cable has been subjected to a bending test, the area is prone to cracking and it is difficult to pass the test. If the finished cable is laid, a rupture in the aluminium sheath will jeopardise the complete operation of the cable. The aluminium extrusion process, on the other hand, is suitable for the production of large lengths of complete cables without the problems of welding and patch welding.
3.4 Equipment energy consumption and environmental impact of the comparison of extrusion machine equipment covers an area of large, high cost, energy consumption, in the production process will produce acid, alkali and other corrosive gases or liquids, there is a certain danger to the environment. And argon arc welding equipment is relatively much lower cost, energy consumption is also smaller, in addition to the damage to the operator's eyes when welding, the impact on the environment is also very little.
3 Wrinkled aluminium sheathing common defects and the solution
(1) The aluminium tube has defects such as cracking, sand eyes and fine slits. The main reasons for this are: improper setting of dimensions and selection of mould specifications by the operator; incorrect calibration of the control system. Solution: Enter the correct dimensions; replace the mould with a suitable one; recalibrate the control system.
(2) The surface of the aluminium tube appears corrugated. The main reasons for this are: unbalanced mould box configuration; worn and damaged moulds; insufficient or uneven cooling. Solution:By adjusting the position of mould and mandrel in order to increase the flow of aluminium; or adjusting the gap between mould core and mould sleeve in order to balance the flow of aluminium; replacing the broken mould in time; adjusting the cooling water.
(3) The aluminium tube is not round and is flat or oval. Causes:Incorrect mould installation or wear and damage; insufficient or uneven cooling. Solution: Adjust or replace the mould; adjust the cooling water.
(4) Uneven thickness of aluminium tube. Causes:Improper adjustment of mould core and mould sleeve, eccentricity; mould deformation, wear or breakage. Solution: correct the eccentricity or replace the mould.
(5) The surface of the aluminium tube is defective.
① The surface of the aluminium tube is peeled and powdered. The cause is oxidation or other contamination on the surface of the aluminium tube, such as contaminated dust and grease, and incomplete cleaning. Solution:Strengthen the cleaning of aluminium rods to ensure the quality of aluminium rods.
②Blister pattern appears on the surface of aluminium tube. The reason for this is that oil or gas causes pollution to the incoming aluminium rod. Solution:Check the efficiency of the cleaning system and the cleanliness of the aluminium rod; check whether the air input and release are normal.
③ When extruding aluminium tubes, a shiny surface appears first, then cools to a hard mass and partially falls off. The reason for this is that the incoming aluminium rod has partially melted during extrusion. Solution: Check whether the installation of the tooling is correct; whether the feeding speed of the two aluminium rods is uniform and consistent; check whether the feeding aluminium rod is wrong.
④ There are scratches on the surface of the aluminium tube. The main reason is that the mould is damaged or broken, or is polluted or oxidised. Solution:Replace or clean and polish the mould; check the quality of the incoming aluminium rod or the efficiency of the cleaning system.
⑤ Regular scratches appear on the surface of the aluminium tube. The main cause is the vibration of the extruded aluminium tube in the axial direction. Solution: shorten the connection plate, check the cause of the vibration source and eliminate it in time.
(6) When the extrusion speed of the aluminium tube increases, regular marks appear on its surface (often with abnormal jumping). The reason for this is overheating of the mould. Solution:Check whether the extrusion pressure when feeding is reasonable, you can appropriately reduce the speed of the wheel, or adjust the die heating set point.
(7) Regular patterns appear on the surface of the aluminium tube. The reason for this is that the extruder produces a resonance phenomenon. Solution:Slightly change the speed of the extrusion wheel.
(6) Curling or twisting of the aluminium tube. The reason for this is that the die box is not properly installed or the feeding aluminum rod is out of the wheel groove. Solution:Check whether the tooling and equipment are installed correctly; increase or decrease the shims of the die box appropriately to ensure that it is in line with the axis of the production line; adjust the stamping rollers, or check whether the size of the incoming aluminium rod meets the requirements.
(7) Too much waste is produced when extruding aluminium rods. Causes:The clearance between the cross head and the extrusion wheel is too large; the temperature of the head is too high or too low; the cleanliness of the aluminum rod is not high; the installation position of the head is not correct. Solution: adjust the gap and head temperature or head placement position; check the cleanliness of the feed aluminum rod.
(8) aluminum tube rolling depth does not meet the requirements. Causes: rolling knife related parameters are set incorrectly; rolling knife is too large or too small; stable die, front and rear guide die is not suitable. Solution: reset the parameters related to the rolling knife; replace the appropriate rolling knife; replace the mold.
4. Conclusion
With the rapid development of the economy, will inevitably bring a sharp rise in demand for high-voltage power cables, and high-voltage cables are mostly used
Wrinkled aluminum sheath, therefore, the research and improvement of the processing process of wrinkled aluminum sheath is an important work to improve product quality and reduce product costs. At present, there are two different processes of extrusion and welding of wrinkled aluminium sheaths, which have different characteristics. This paper mainly introduces the processing process of extruded aluminium sheathing, its working characteristics, process requirements, product defects and solutions are introduced in detail for the reference of relevant personnel.