

1. Prefácio
Com o rápido desenvolvimento da indústria de comunicações, bem como um enorme investimento em infraestrutura. As pessoas agora precisam de equipamentos de produção de fibra óptica mais inteligentes para melhorar a eficiência e o desempenho das obras.
A tecnologia de blindagem é um método necessário e eficiente para garantir o desempenho da comunicação por cabo óptico a longo prazo. Agora o material mais utilizado é a fita de aço (alumínio), que fortalece o cabo e prolonga a vida útil. Este método pode evitar danos mecânicos causados pelo ambiente externo e por animais e plantas selvagens. Também possui função anti-umidade, anti-química e anti-trovão.
Existem duas tecnologias principais de blindagem, uma é a blindagem radical e a outra é a tubulação de rolos longitudinais. Este último agora é amplamente utilizado, pois apresenta as seguintes vantagens: Alta eficiência de produção, redução do peso do cabo e melhoria da flexibilidade do cabo óptico.
No início de 1999, adotamos a tecnologia de produção avançada e projetamos um novo dispositivo de tubulação longitudinal de fita de aço tipo ZB04 (alumínio). Este dispositivo é considerado um equipamento de nova geração em todos os parâmetros, aparência, estrutura e artesanato.
2. Recursos de estrutura
O novo dispositivo longitudinal tipo ZB04 consiste em quatro partes: equipamento de compensação, acumulador, gravação e conformação. Como mostra a imagem 1:

Figura 1: Aço ZB04 (alumínio) com dispositivo de embalagem longitudinal
O dispositivo de compensação adota o método de liberação passiva com placas duplas e gaiola dupla individual. A altura central das placas e da linha de produção pode ser ajustada. Fixação Pneumática. A estrutura é complicada, mas é fácil carregar placas. Unidades inteiras têm uma aparência bonita.
O acumulador leva corpo do recipiente de plexiglass, volante único para ajustar a largura da fita. A alimentação da fita é controlada automaticamente por fixação pneumática. A saída da fita é controlada por tensão com freio de pó magnético. Na parte inferior do dispositivo está equipado com equipamento de alimentação tipo correia.
O dispositivo de gravação realiza rolo ativo e passivo. A posição superior do rolo é flexível para controlar a pressão pela mola. Abaixo do rolo está o tipo ativo, carregue no superior. O ponto de alimentação da fita tem função de endireitamento. Ponto de saída usando dançarino de tensão. Essa estrutura é simples e de baixo custo.
O dispositivo de formação pode trocar o molde, usando matriz tradicional ou matriz de rolo. Por ser peça de função principal, possui baixo padrão de precisão, após a troca do cabo basta trocar o molde a seguir.
3 TécnicoPprincípios
3.1 Dispositivo de pagamento
O dispositivo de pagamento serve para controlar a tensão da fita e, em seguida, a fita é alimentada em velocidade fixa. A estrutura precisa garantir que seja fácil carregar e retirar os carretéis. Dispositivo de fixação rápido para configurar. A tensão é estável e pode ser ajustada continuamente. Você pode consultar o desenho como imagem 2. Ele consiste no corpo do gabinete, base, parte móvel para cima e para baixo e matriz de fixação. Quando for necessário carregar as placas, pode-se usar a roda para subir e descer o assento até a posição adequada para que as placas possam ser assentadas. A altura central da fita e da linha de produção pode ser ajustada para combinar com o manuseio da caixa móvel. A fixação é acionada por filme cilíndrico. Durante a fixação, o ar entra no cilindro e empurra a haste conectada ao bloco estrutural com seis tiras de fixação. As tiras movem-se numa direção radical para fixar a placa de fita. Como a tensão da fita é finalmente decidida pelo dispositivo de gravação, portanto o controle de tensão não é muito rigoroso, normalmente usamos 2 tiras de couro e placas de fricção para gerar tensão junto com o dispositivo Spring para ajustar a tensão.
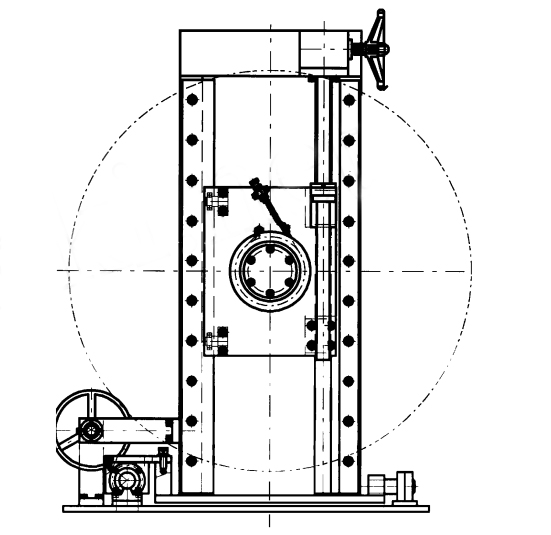
Foto2: Dispositivo de pagamento
3.2 Acumulador de fita
O acumulador de fita é uma parte importante do dispositivo de tubulação longitudinal, é usado para garantir que a linha de produção possa continuar funcionando durante a troca de placas. Portanto, há alguns requisitos no dispositivo:
1) O comprimento de armazenamento deve atender aos requisitos de tempo para soldagem de aço (alumínio). L(armazenamento)>= V(t). L (armazenamento) significa comprimento normal do acumulador, V significa a velocidade da linha durante a soldagem, t significa tempo de soldagem.
2) Durante a troca das placas, o acumulador pode funcionar automaticamente.
3) Durante a alimentação do acumulador, a fita deve estar bem colocada e funcionando suavemente.
4) Alimentação da fita com tensão fixa então o efeito de relevo é garantido.
De acordo com os requisitos acima, projetamos a estrutura como mostra a figura 3, ao trocar as placas, há um rolo ativo de acionamento do motor CA, então o cilindro funciona para fazer o rolo passivo para cima e para baixo, começar a acumular.
A folga entre os dois painéis é ajustada por peças funcionais de parafuso, acionadas pelo volante para garantir que a folga seja razoável para que a fita seja bem colocada. Na parte inferior do gabinete há um dispositivo de alimentação auxiliar para evitar esguichos e problemas de cruzamento da fita. Fora do pote, use 5 grupos de rodas guia paralelas, há uma roda grande neles revestida com material de fricção. O eixo da roda grande é conectado ao freio de pó magnético para garantir que a fita seja alimentada com tensão fixa.
3.3 Dispositivo de gravação
O dispositivo de gravação é o método importante e necessário para garantir a resistência da fita. O efeito de gravação influenciará a capacidade de carga e flexibilidade do cabo. O dispositivo de gravação não só precisa garantir que a fita tenha um bom formato de onda, mas também garantir que a junta da fita passe o rolo fluentemente. O dispositivo é mostrado na figura 4. Ele consiste em rolo superior, rolo inferior, haste de onda síncrona, dispositivo de endireitamento e gabinete. O rolo superior usa tecnologia flutuante flexível por 2 molas. O rolo descendente é do tipo ativo acionado por motor de frequência CA. A haste ondulada controla a fita com certa tensão, ao mesmo tempo, o medidor de tensão para garantir a velocidade de gravação igual à velocidade de produção. A onda de relevo é um parâmetro muito importante da produção artesanal. Usamos ondas lineares contínuas que podem evitar danos causados por ponteiros afiados.
3.4 Dispositivo de modelagem
A modelagem é a etapa final da tubulação longitudinal. A umidade e o estiramento do OPC estão intimamente
Influenciado pela modelagem. Ele usou matriz tipo trompete para moldar, o que tem muitas desvantagens, porque há forte atrito entre a fita e as matrizes e a velocidade de produção fica mais lenta. Além disso, o núcleo da fibra óptica terá resistência e custará mais durante o funcionamento. Para evitar isso, agora as pessoas usam pares de rolos para modelar, é um grupo de rolos para forçar a fita a moldar o que precisamos. A figura 5 é a estrutura. Consiste em base e matrizes em duas partes principais. Para se adaptar aos requisitos de matrizes de comutação rápida. Existem quatro parafusos entre a base e o molde, então só precisamos desmontar o molde para trocar as matrizes. Usamos moldes diferentes de acordo com diferentes tamanhos de núcleos OPC. Núcleos menores precisam de 7 pares de rolos, núcleos maiores precisam de 9 a 11 pares de rolos. Quanto maior o núcleo, mais larga a fita, mais difícil de modelar. Aumentar o número de rolos pode diminuir o atrito e a resistência do rolamento. Todos os rolos podem ser divididos nestes tipos: rolo de direção, rolo de gaiola, rolo de pré-forma, rolo de carga, rolo de diâmetro final e molde. O grupo possui as seguintes características:
1) A pré-modelagem pode fazer com que ambas as bordas da fita carreguem a resistência em média.
2) A modelagem dos rolos é projetada de forma razoável, fluente, com menos atrito e estiramento relativo.
3) Nenhum sinal de rolo interno nas bordas
4) Alta velocidade de produção, máximo de 100m/min. Além disso, para alguns cabos de fibra óptica especiais, podemos usar a estrutura de trompete para mudar completamente.
4. Tecnologia Avançada
As principais características do dispositivo de tubulação longitudinal de fita de aço tipo ZB04 (alumínio) são a modelagem de onda e rolo de abertura linear com alta velocidade e qualidade.
4.1 Qualidade de gravação
Os principais parâmetros do artesanato em relevo são: Número de ondas de relevo por determinado comprimento, profundidade e formato. Deve haver uma profundidade mínima; se a profundidade de gravação for menor que esse valor mínimo, a flexibilidade do cabo será influenciada. Com base na experiência, o valor mínimo é de aproximadamente 0,45 mm. Somente se a profundidade for maior que esse valor mínimo, a flexibilidade poderá ser melhorada junto com a profundidade da gravação. E não será difícil moldar. A profundidade é decidida de perto pelo número de onda, geralmente deve haver 14 ondas por comprimento de 0,0254m. E a profundidade máxima é de 0,7 mm. Quanto menor o diâmetro do cabo, a profundidade também. Mas não pode ser inferior a 0,45 mm. rolos diferentes podem produzir cabos de fibra óptica de blindagem de qualidade diferente. Uma boa onda de gravação é uma onda matemática pecaminosa, mas sua faca é muito difícil de produzir, por isso é substituída por um tipo de abertura linear.
Este dispositivo de gravação é um rolo linear de molde de 0,6. A profundidade máxima dos dentes é de 1,35 mm, a profundidade máxima da onda é de 0,8 mm. Aproximadamente 14 ondas por 0,0254m, totalmente qualificadas para os requisitos. Lembrete: a cada 2km de fita sai, então temos que soldar uma junta com espessura em torno de 0,4 mm. Enquanto a junta passa pelos rolos, se a altura central do rolo for fixa, isso danificará a fita. Portanto, os rolos devem ser flutuantes. Nosso dispositivo usa mola flutuante e pode ajustar a força da mola manualmente para atender às necessidades de produção.
4.2 Modelagem do Rolo
Após a gravação em relevo do aço, há uma certa profundidade. Mas a profundidade real pode diminuir junto com as etapas de produção. Isso é causado por muita fricção na fita. Se a onda de gravação for pressionada até ficar plana, a função de fita não será muito útil.
O material de cobertura da fita está firmemente conectado à fibra óptica. Se houver pontas afiadas ao passar pelo molde, a conexão será danificada. A qualidade do cabo também é prejudicada. Além disso, com o aumento da velocidade de produção, a resistência ao atrito aumenta. O dano fica cada vez maior. Esta situação é o padrão estrito para a velocidade de toda a linha de produção. Ao mesmo tempo, a queda de materiais de cobertura é acumulada na matriz de diâmetro final; se o molde estiver bloqueado, isso pode causar a quebra do cabo. Portanto, reduzir o atrito entre a fita e o molde é uma forma eficiente de produzir produção artesanal e rápida. A resistência do rolo é muito menor do que a resistência ao atrito. Depois de mudar a matriz de modelagem do tipo trompete para o tipo rolo, o atrito é reduzido em grande escala. Velocidade de produção de até 80 m/min, velocidade de teste de até 100 m/min sem carga. E o material não vai cair nem um pouco. O cabo concluído tem uma aparência fluente perfeita.
5.Final
O dispositivo de tubulação longitudinal de fita de aço tipo ZB04 (alumínio) é um equipamento de nova geração com alta tecnologia automática. Este dispositivo desempenha um papel importante na melhoria da velocidade de produção da linha de revestimento de cabos.